
Az EFW cső (elektromos fúziós hegesztésű cső) egy hegesztett acélcső, amelyet acéllemez elektromos ívhegesztési technikával történő megolvasztásával és összenyomásával állítanak elő.
Csőtípus
Az EFW acélcső általában egyenes hegesztésű acélcső.
Lehet szénacél cső vagy ötvözött acélcső.

EFW szabványok és osztályzatok
ASTM A358
304, 304L, 316, 316L és más rozsdamentes acélminőségek, amelyeket általában olyan alkalmazásokban használnak, ahol jó korrózióállóság szükséges.
ASTM A671
CA55, CB60, CB65, CB70 és egyéb szénacél minőségek alacsony hőmérsékletű környezethez.
ASTM A672
A45, A50, B60, B65 és B70 szén- és ötvözött acélminőségek közepes hőmérsékletű alkalmazásokhoz.
ASTM A691
A CM65, CM70, CM75 és más ötvözött acélminőségeket nagy nyomásnak kitett alkalmazásokhoz tervezték.
API 5L
B, X42, X52, X60, X65, X70 és egyéb szénacél csőminőségek olaj- és gázszállító távolsági csővezetékekhez.
Termékeink
Az EFW acélcső folyamatárama
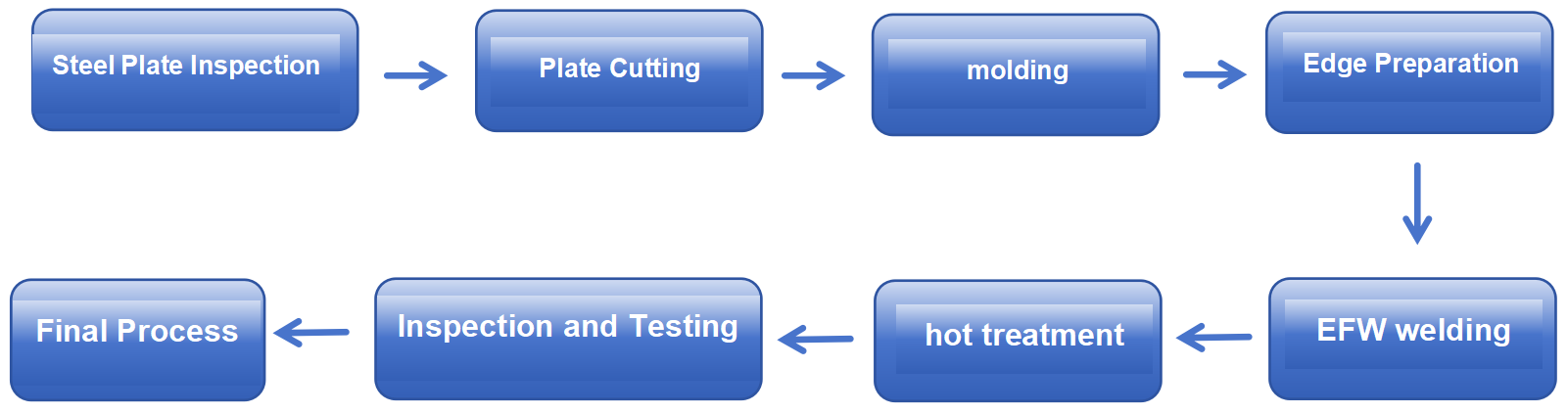
A gyakorlatban a folyamat bonyolultabb, a következőképpen alakul:
Anyagválasztás
Válassza ki a megfelelő acéllemez anyagot a kívánt kémiai összetétel és mechanikai tulajdonságok alapján.
Az acéllemezt ellenőrizni kell, hogy mentes-e a hibáktól, és a felületét meg kell tisztítani, hogy eltávolítsuk a hegesztés minőségét befolyásoló szennyeződéseket vagy oxidokat.
Lemezvágás
A lemezt a kívánt méretre vágják, általában plazma- vagy lángvágási módszerekkel.
A vágás után a lemez szélei további megmunkálást igényelhetnek a hegesztés során a pontos illesztés és csatlakozás biztosítása érdekében.
Lemezformázás
Az acéllemezeket hengeres formára hajlítják présekkel vagy hengerművekkel.
A kialakított cső alakján módosításokat végeznek, hogy a végek tökéletesen illeszkedjenek a következő hegesztési folyamat előkészítéseként.
Él előkészítése
A kialakított csőszerű véget köszörülik vagy megmunkálják, hogy ferde él jöjjön létre a hegesztés teljes behatolásához.
EFWHegesztés
Az ívhegesztési technikával az acéllemezek széleit magas hőmérsékleten olvadt állapotba hevítik.
Elektromos ív és nyomás segítségével az olvadt acél széleit összeolvasztják, így hegesztési varratot hoznak létre. Ez a lépés több hegesztést is igényelhet a hegesztés szilárdságának és minőségének biztosítása érdekében.
Hegesztés utáni hőkezelés
A hegesztés befejezése után hegesztés utáni hőkezelést végeznek a hegesztésben és az acélban keletkező feszültségek enyhítésére.
Ez általában magában foglalja a teljes cső vagy hegesztési terület egy adott hőmérsékletre történő felmelegítését, majd ellenőrzött körülmények között történő lehűtését.
Ellenőrzés és tesztelés
A csöveket hegesztés és hőkezelés után alaposan ellenőrzik és tesztelik.
Ez magában foglalja a vizuális ellenőrzést, a méretvizsgálatot, a roncsolásmentes vizsgálatot (pl. ultrahangos vagy radiográfiai vizsgálat), valamint a mechanikai tulajdonságok vizsgálatát (pl. szakító- és ütésvizsgálat).
Végső feldolgozás
A csöveket meghatározott hosszúságúra vágják, a végeiken letörik, és esetleg felületkezeléssel, például bevonatokkal látják el.
A kész csövet a nyomonkövethetőség és a felhasználás érdekében releváns információkkal jelölik, például anyagminőséggel, mérettel, kemenceszámmal stb.
Az EFW acélcső előnyei
Kiváló minőségű hegesztések
Az elektrofúziós hegesztési technológia használata kiváló minőségű, egyenletes és alacsony hibaszázalékú hegesztési varratokat tesz lehetővé, növelve a szerkezeti integritást.
Nagy méretű és vastag falú gyártás
Az EFW eljárás alkalmas nagy átmérőjű és vastag falú csövek gyártására nagy nyomás és nagy terhelési követelmények esetén.
Széleskörű alkalmazások
Széles körű szén- és ötvözött acélokhoz használható, alkalmas magas hőmérsékletre, nagy nyomásra és korrozív környezetre.
Gyártási rugalmasság
Magas szinten automatizált gyártósor, a hegesztési paraméterek a gyártási méret és vastagság szerint állíthatók.
Gazdaságos
A hosszú távú tartósság és az alacsony karbantartási igény a magas kezdeti költségek ellenére is jó általános gazdaságosságot biztosít.
Az EFW acélcső hátrányai
Magasabb költségek
Az EFW csövek előállítása jellemzően drágább, mint más típusú hegesztett csöveké, például az ellenálláshegesztett (ERW) csöveké. Ez főként a felhasznált kiváló minőségű anyagoknak és az összetett gyártási folyamatnak köszönhető.
Alacsonyabb termelési ráták
Az EFW eljárás viszonylag lassú termelési sebességgel rendelkezik, mivel összetettebb hegesztési és hőkezelési folyamatokat foglal magában. Ez hosszabb termelési ciklusokhoz vezethet, különösen nagy átmérőjű és vastag falú csövek esetében.
Méretkorlátozások
Bár az EFW alkalmas nagy átmérőjű csövek gyártására, a technológia kisebb csőméretek esetén nem biztos, hogy annyira gazdaságos vagy alkalmazható, különösen olyan alkalmazási esetekben, ahol nagyobb pontosságra és finom átmérőkre van szükség.
Hegesztési minőség
Bár az elektrofúziós hegesztés kiváló minőségű hegesztési varratokat eredményez, a hegesztési folyamat során fellépő olvadás és fúzió továbbra is hibákat okozhat, például porozitást, nem olvadást és zárványokat, amelyeket szigorú minőségellenőrzéssel és vizsgálattal kell kezelni.
Magas követelmények az üzemeltetőkkel szemben
Az EFW gyártás magasan képzett kezelőket és karbantartó személyzetet igényel annak biztosítására, hogy a hegesztési folyamatot helyesen hajtsák végre, és a berendezések megfelelően működjenek. Ez fokozott befektetést eredményez az alkalmazottak képzésébe és készségfejlesztésébe.
Alkalmazások
Olaj- és gázipar

Vegyipar

Energiaipar

Építőipar és infrastruktúra
A Botop Steel egy kiváló minőségű hegesztett szénacél cső gyártó és beszállító Kínából, valamint varrat nélküli acélcsövek nagykereskedelmével is foglalkozik, acélcső igényeivel forduljon hozzánk bizalommal!
Címkék: EFW, EFW cső, EFW csövek, Beszállítók, gyártók, gyárak, nagykereskedők, cégek, nagykereskedelem, vásárlás, ár, árajánlat, ömlesztett, eladó, költség.
Közzététel ideje: 2024. április 9.