
JIS G 3456 acélcsövekA szénacél csövek elsősorban 10,5 mm és 660,4 mm közötti külső átmérőjű üzemi környezetben, 350 ℃ feletti hőmérsékleten történő használatra alkalmasak.

Navigációs gombok
JIS G 3456 minőségi osztályozás
Nyersanyagok
JIS G 3456 gyártási folyamatok
Csővég
Forró kezelés
A JIS G 3456 kémiai összetevői
JIS G 3456 szakítóvizsgálat
Lapítási kísérlet
Hajlíthatósági teszt
Hidraulikus vagy roncsolásmentes vizsgálat (NDT)
JIS G 3456 csőtömeg-táblázat és csőütemezés
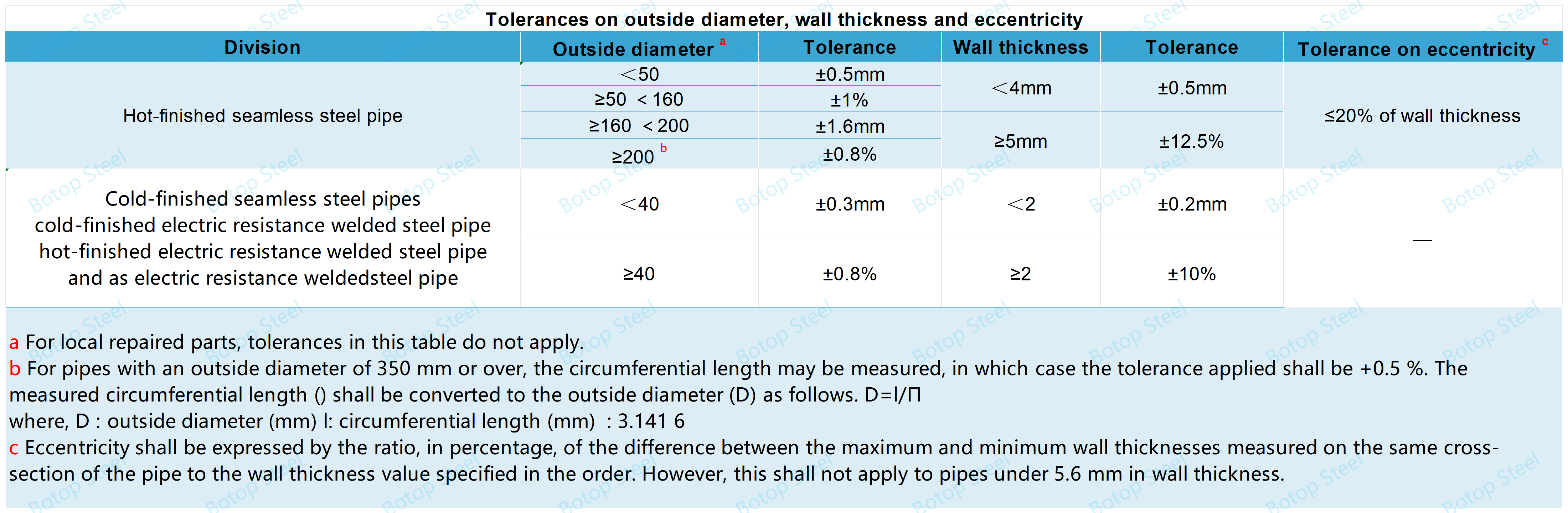
Mérettűrések
Megjelenés
JIS G 3456 jelölés
JIS G 3456 acélcső alkalmazások
A JIS G 3456 szabványhoz kapcsolódó szabványok
Kapcsolódó termékeink
JIS G 3456 minőségi osztályozás
A JIS G 3456 szabvány a cső szakítószilárdsága szerint három fokozattal rendelkezik.
STPT370, STPT410 és STPT480
Ezek olyan csöveket képviselnek, amelyek minimális szakítószilárdsága rendre 370, 410 és 480 N/mm² (MPa).
Nyersanyagok
A csöveket oltott acélból kell gyártani.
A oltott acél egy speciális acélfajta, amelyre jellemző, hogy az olvasztási folyamat során speciális elemeket, például alumíniumot és szilíciumot adnak hozzá, hogy elnyeljék és megkössék az acélban lévő oxigént és más káros szennyeződéseket.
Ez az eljárás hatékonyan eltávolítja a gázokat és szennyeződéseket, ezáltal javítva az acél tisztaságát és egyenletességét.
JIS G 3456 gyártási folyamatok
Csőgyártási eljárások és kikészítési módszerek megfelelő kombinációjával előállítva.
| Az osztályzat szimbóluma | A gyártási folyamat szimbóluma | ||
| Csőgyártási folyamat | Befejezési módszer | Jelzés | |
| STPT370 STPT410 STPT480 | Zökkenőmentes:S | Melegen simított:H Hidegen simított:C | Amint azt a 13. b) pont tartalmazza. |
| Elektromos ellenállás-hegesztéssel:E Hegesztett tompa:B | Melegen simított:H Hidegen simított:C Elektromos ellenállás-hegesztéssel:G | ||
MertSTPT 480minőségű cső, csak varrat nélküli acélcsövet szabad használni.
Ellenállás-hegesztés alkalmazása esetén a cső belső és külső felületén lévő hegesztéseket el kell távolítani a sima hegesztés érdekében.
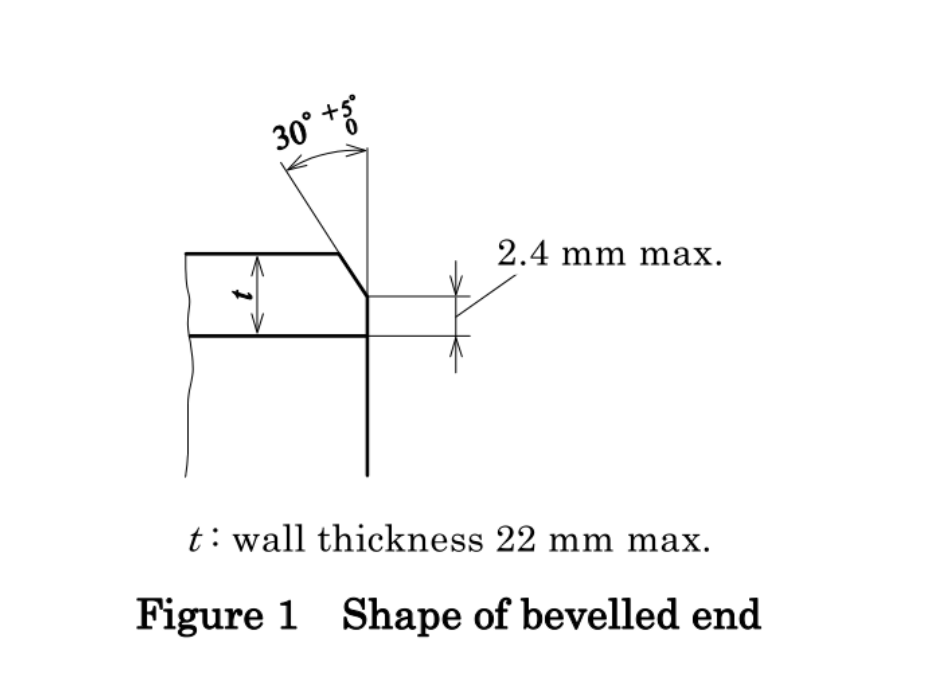
Csővég
A csőneklapos vég.
Ha a csövet ferde végűre kell megmunkálni, ≤ 22 mm falvastagságú acélcső esetén a ferde él szöge 30-35°, az acélcső szélének ferde él szélessége pedig max. 2,4 mm.
A 22 mm-nél nagyobb falvastagságú acélcső ferde végű, általában kompozit ferde élként dolgozzák fel, a szabványok végrehajtása az ASME B36.19 vonatkozó követelményeire hivatkozhat.
Forró kezelés
Válassza ki a megfelelő hőkezelési eljárást a minőség és a gyártási folyamat szerint.

A JIS G 3456 kémiai összetevői
Kémiai összetétel vizsgálata
A hőelemzési módszernek meg kell felelnie a JIS G 0320 szabványnak.
A termékelemzési módszernek összhangban kell lennie a JIS G 0321 szabvánnyal.
| Az osztályzat szimbóluma | C(Szén) | Si(Szilícium) | Mn(Mangán) | P(Foszfor) | S(Kén) |
| max | max | max | |||
| STPT370 | 0,25% | 0,10–0,35% | 0,30–0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10–0,35% | 0,30–1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10–0,35% | 0,30–1,00% | 0,035% | 0,035% |
Kémiai összetétel tűrései
A varrat nélküli acélcsövekre a JIS G 0321 szabvány 3. táblázatában szereplő tűrések vonatkoznak.
Az ellenállás-hegesztett acélcsövekre a JIS G 0321 szabvány 2. táblázatában szereplő tűrések vonatkoznak.
JIS G 3456 szakítóvizsgálat
Vizsgálati módszerek: A vizsgálati módszereknek meg kell felelniük a JIS Z.2241 szabványnak.
A csőnek meg kell felelnie a 4. táblázatban megadott szakítószilárdsági, folyáshatár- és nyúlási követelményeknek.
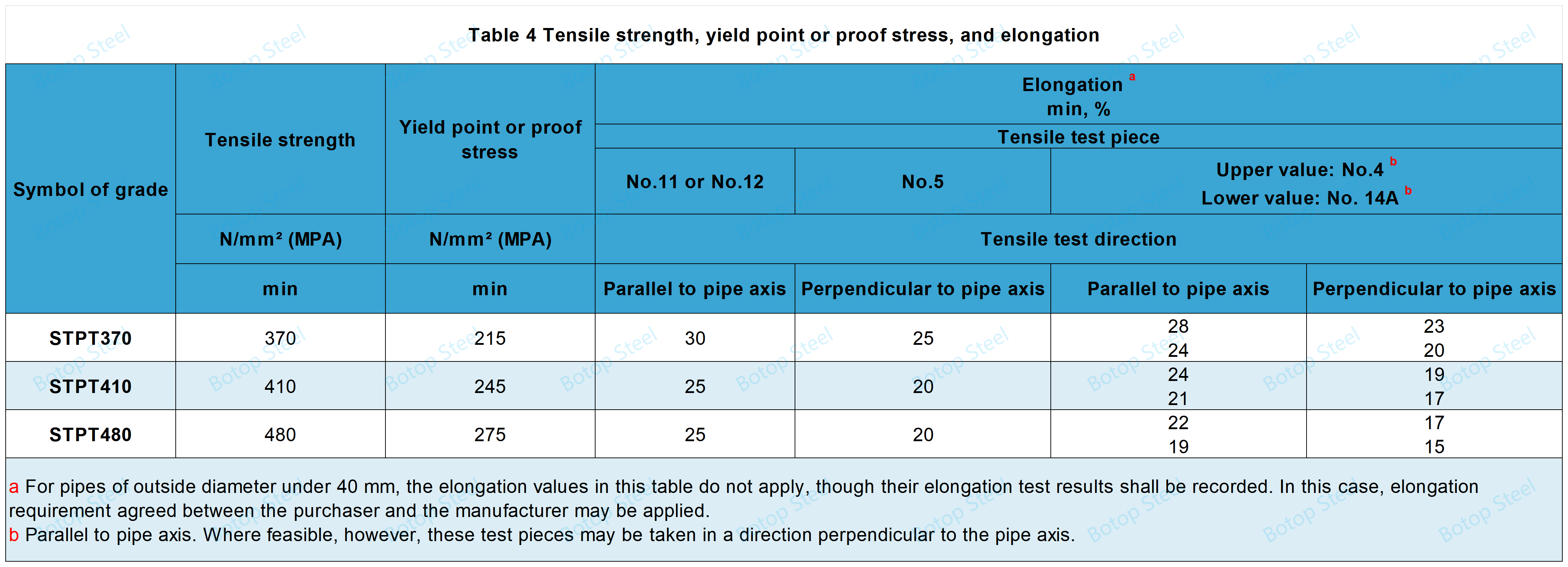
A használt próbadarabnak a JIS Z 2241 szabványban meghatározott 11., 12. (12A., 12B. vagy 12C.), 14A., 4. vagy 5. számúnak kell lennie.
A 4. számú próbadarab átmérője 14 mm (mérőeszköz-hossz 50 mm).
A 11. és 12. számú próbadarabokat a cső tengelyével párhuzamosan kell venni,
A 14A és 4. számú próbadarabok, akár párhuzamosan, akár merőlegesen a cső tengelyére,
és az 5. számú próbadarabot, a cső tengelyére merőlegesen.
A villamos ellenálláshegesztéssel hegesztett acélcsőből vett 12. vagy 5. számú próbadarab nem tartalmazhatja a hegesztési varratot.
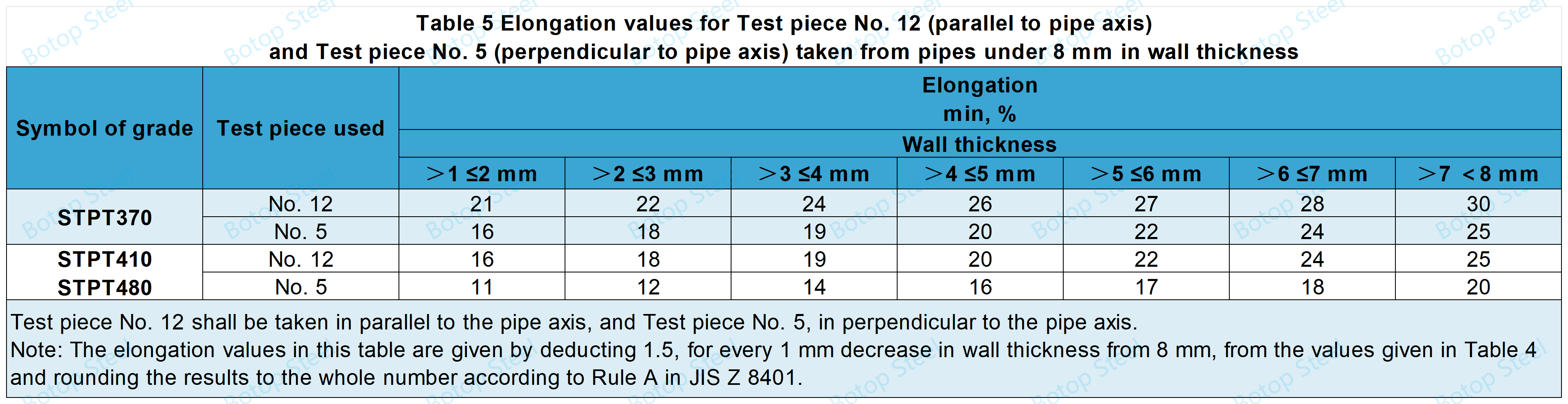
A 8 mm-nél vastagabb csövek 12. vagy 5. számú próbadarabbal végzett szakítóvizsgálatához az 5. táblázatban megadott nyúlási követelményt kell alkalmazni.
Lapítási kísérlet
Szobahőmérsékleten (5°C - 35°C) simítsa el a mintát két platform között, amíg azközöttük lévő távolság (H) eléri a megadott értéket, majd ellenőrizze, hogy nincsenek-e repedések.
H=(1+e)t/(e+t/D)
н: a nyomólapok közötti távolság (mm)
t: a cső falvastagsága (mm)
D: cső külső átmérője (mm)
е: minden csőminőségre meghatározott állandó:
0,08 az STPT370 esetében,
0,07 az STPT410 és STPT480 esetében
Hajlíthatósági teszt
A hajlíthatóság 60,5 mm-es vagy annál kisebb külső átmérőjű csövekre vonatkozik.
Vizsgálati módszer Szobahőmérsékleten (5°C és 35°C között) hajlítsa meg a próbadarabot a tüske körül, amíg a belső sugár el nem éri a cső külső átmérőjének hatszorosát, és ellenőrizze, hogy nincs-e repedés. Ennél a vizsgálatnál a hegesztési varratnak körülbelül 90°-ra kell lennie a hajlítás legkülső részétől.
A hajlíthatósági vizsgálat elvégezhető azzal a követelménygel is, hogy a belső sugár négyszerese a cső külső átmérőjének, a hajlítási szög pedig 180°.
Hidraulikus vagy roncsolásmentes vizsgálat (NDT)
Minden csövön hidraulikus vagy roncsolásmentes vizsgálatot kell végezni.
Hidraulikus teszt
Tartsa a csövet legalább az előírt minimális hidraulikai próbanyomáson legalább 5 másodpercig, és figyelje meg, hogy a cső szivárgás nélkül elviseli-e a nyomást.
A hidraulikus időt az acélcső ütemterve szerint határozzák meg.
| 6. táblázat Minimális hidraulikus próbanyomás | ||||||||||
| Névleges falvastagság | Ütemterv száma: Isk. | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimális hidraulikus próbanyomás, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Roncsolásmentes vizsgálat
Ultrahangos vizsgálat alkalmazása esetén a JIS G 0582 szabványban meghatározott UD típusú referenciastandardokat tartalmazó referenciaminták jeleit kell riasztási szintként használni; a csőből származó, a riasztási szinttel megegyező vagy annál nagyobb jelet el kell utasítani. Ezenkívül a hidegen simított csövek vizsgálatához használt négyzet alakú bemélyedések minimális mélysége 0,3 mm kell legyen.
Örvényáramú vizsgálat esetén a JIS G 0583 szabványban meghatározott EY típusú referencia szabvány jeleit kell riasztási szintként használni; a csőből érkező bármely, a riasztási szinttel megegyező vagy annál nagyobb jel elutasításnak minősül.
JIS G 3456 csőtömeg-táblázat és csőütemezés
Acélcső súlyszámítási képlete
Tegyük fel, hogy az acélcső sűrűsége 7,85 g/cm³, és kerekítsük az eredményt három értékes jegyre.
W=0,02466t(Dt)
W: a cső egységnyi tömege (kg/m)
t: a cső falvastagsága (mm)
D: cső külső átmérője (mm)
0,02466: átváltási tényező a W meghatározásához
Csősúly-táblázat
A csőtömeg-táblázatok és -ütemezések fontos hivatkozások, amelyeket gyakran használnak a csővezeték-tervezésben.
Csővezeték-ütemezések
A táblázat a cső falvastagságának és névleges átmérőjének szabványosított kombinációja.
A 40-es és 80-as ütemű acélcsöveket széles körben használják az iparban és az építőiparban. Ezek gyakori csőméretek, különböző falvastagságokkal és kapacitásokkal, különböző alkalmazási forgatókönyvekhez.
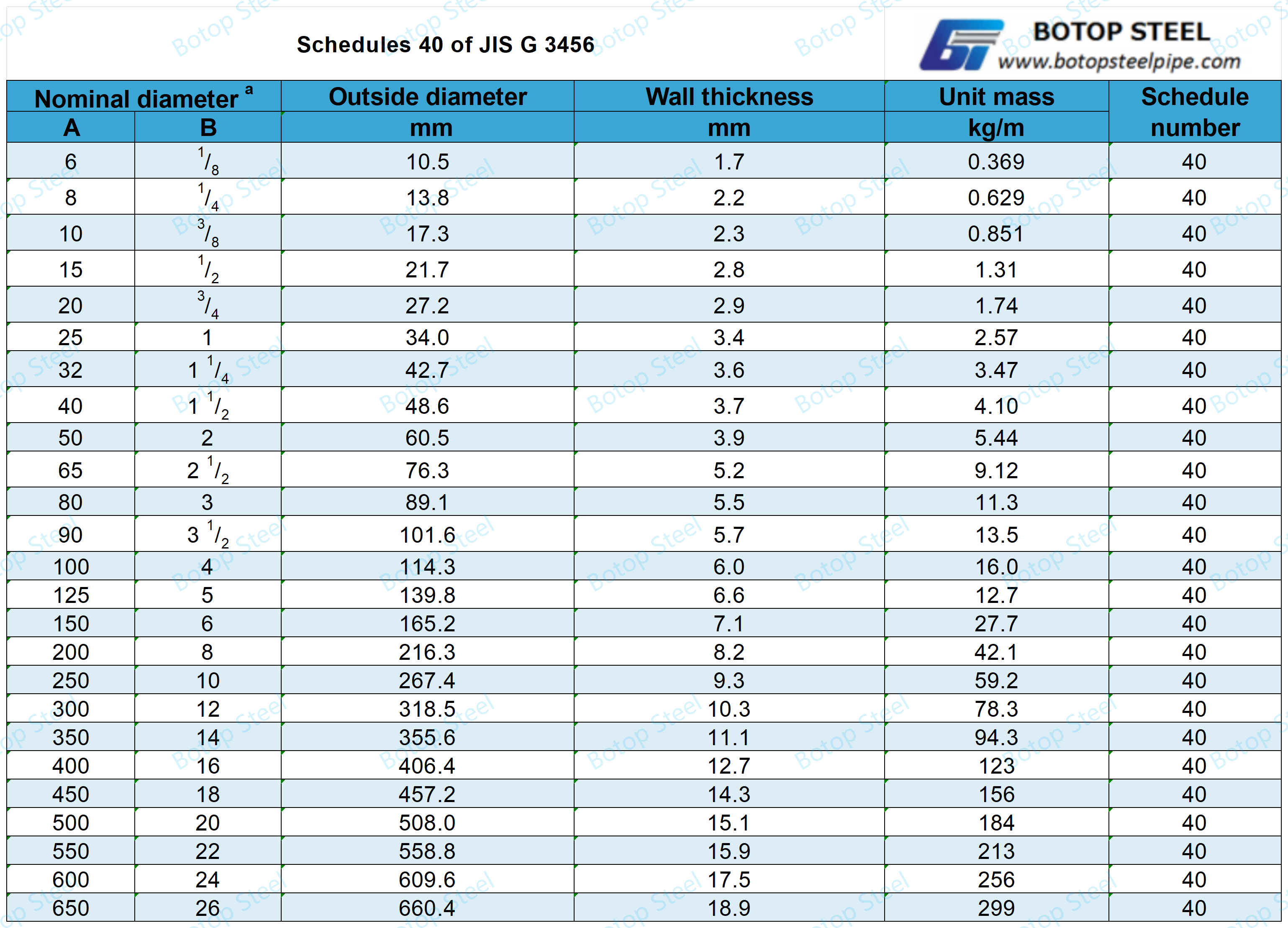
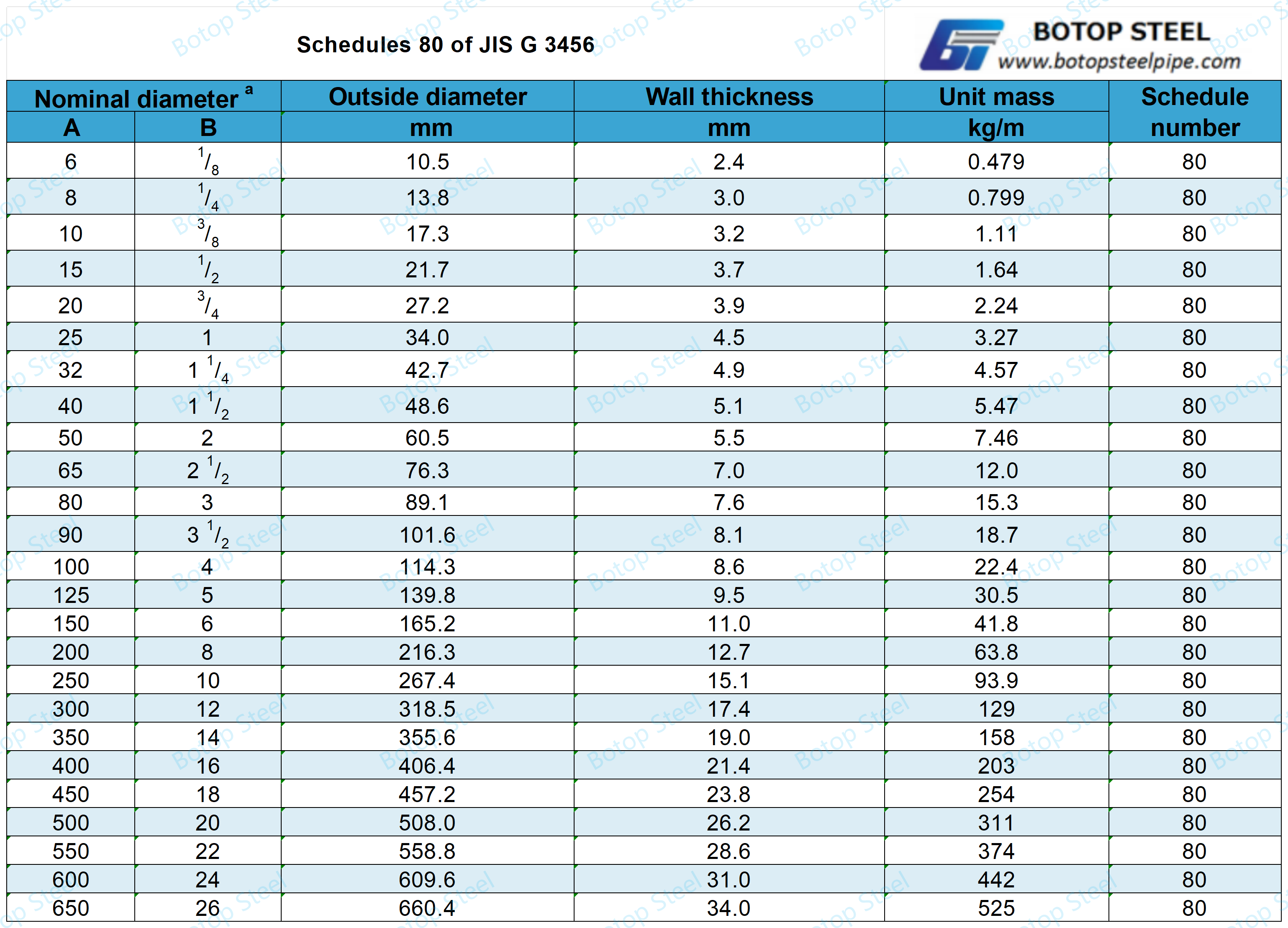
Ha többet szeretne megtudni acsősúly-táblázat és csőütemezésa szabványban, kattints rá, hogy megnézd!
Mérettűrések
Megjelenés
A cső belső és külső felületének simának és a használatra káros hibáktól mentesnek kell lennie.
A csőnek egyenesnek kell lennie, a végei pedig derékszöget zárnak be a cső tengelyével.
A csövek javíthatók csiszolással, megmunkálással vagy más módszerekkel, de a javított falvastagságnak a megadott tűréshatárokon belül kell maradnia, és a javított felületnek sima profilúnak kell lennie.
A javított cső falvastagságát a megadott tűréshatárokon belül kell tartani, és a javított cső felületének profilja sima legyen.
JIS G 3456 jelölés
Minden egyes, ellenőrzésen átmenő csövet a következő információkkal kell ellátni. Kis átmérőjű csövek esetén a címkék kötegeken is használhatók.
a) Az osztályzat szimbóluma
b) A gyártási folyamat szimbóluma
A gyártási folyamat jelölése a következő. A kötőjelek helyett szóközök használhatók.
Melegen edzett varrat nélküli acélcső:-SH
Hidegen edzett varrat nélküli acélcső:-SC
Elektromos ellenállás-hegesztéssel készült acélcsőként: -EG
Melegen simított, elektromos ellenállás-hegesztéssel készült acélcső: -EH
Hidegen edzett, elektromos ellenállás-hegesztésű acélcső:-EC
c) Méretek, névleges átmérő × névleges falvastagság, vagy külső átmérő × falvastagság formájában kifejezve.
d) Gyártó neve vagy azonosító márkanév
Példa:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
JIS G 3456 acélcső alkalmazások
A JIS G 3456 acélcsövet általában magas hőmérsékletű és nagynyomású környezetben működő berendezésekhez és csővezetékrendszerekhez használják, például kazánokban, hőcserélőkben, nagynyomású gőzvezetékekben, hőerőművekben, vegyi üzemekben és papírgyárakban.
A JIS G 3456 szabványhoz kapcsolódó szabványok
A következő szabványok mind magas hőmérsékletű és nagynyomású környezetben működő csővezetékekre vonatkoznak, és a JIS G 3456 alternatívájaként használhatók.
ASTM A335/A335M: ötvözött acélcsövekre alkalmazható
DIN 17175: varrat nélküli acélcsövekhez
EN 10216-2: varrat nélküli acélcsövekhez
GB 5310: varrat nélküli acélcsövekre alkalmazható
ASTM A106/A106M: Varrat nélküli szénacél csövek
ASTM A213/A213M: Varrat nélküli csövek ötvözött acélból és rozsdamentes acélból
EN 10217-2: Hegesztett csövekhez és csővezetékekhez alkalmas
ISO 9329-2: Varrat nélküli szén- és ötvözött acélcsövek
NFA 49-211: varrat nélküli acélcsövekhez
BS 3602-2: varrat nélküli szénacél csövekhez és idomokhoz
Kapcsolódó termékeink
Kínából származó, kiváló minőségű hegesztett szénacél csövek gyártója és beszállítója, valamint varrat nélküli acélcsövek nagykereskedője vagyunk, széles választékban kínálva acélcső megoldásokat! Ha többet szeretne megtudni az acélcső termékekről, vegye fel velünk a kapcsolatot.
Címkék: JIS G 3456, SPTP370, STPT410, STPT480, STPT, beszállítók, gyártók, gyárak, nagykereskedők, vállalatok, nagykereskedelem, vásárlás, ár, árajánlat, ömlesztett, eladó, költség.
Közzététel ideje: 2024. április 29.