



JIS G 3455egy japán ipari szabvány (JIS) nagynyomású üzemre 350 °C-os vagy annál alacsonyabb hőmérsékleten, főként mechanikus alkatrészekre.
STS370 acélcsőegy acélcső, amelynek szakítószilárdsága legalább 370 MPa, folyáshatára pedig legalább 215 MPa, széntartalma legfeljebb 0,25%, szilíciumtartalma pedig 0,10% és 0,35% között van, és főként olyan alkalmazásokban használják, amelyek nagy szilárdságot és jó hegeszthetőséget igényelnek, például épületszerkezetekben, hidakban, nyomástartó edényekben és hajóalkatrészekben.
A JIS G 3455 három minőségi fokozattal rendelkezik.STS370, STS410, STA480.
10,5-660,4 mm külső átmérő (6-650A) (1/8-26B).
A csöveket a következő anyagokból kell gyártani:megölt acél.
A megkötött acél olyan acél, amelyet teljesen dezoxidáltak, mielőtt tuskóvá vagy más formába öntenék. Az eljárás során dezoxidálószert, például szilíciumot, alumíniumot vagy mangánt adnak az acélhoz, mielőtt az megszilárdulna. A „megkötött” kifejezés azt jelzi, hogy a megszilárdulási folyamat során nem történik oxigénreakció az acélban.
Az oxigén eltávolításával a megkötött acél megakadályozza a légbuborékok képződését az olvadt acélban, így elkerülve a porozitást és a légbuborékok kialakulását a végtermékben. Ez egy homogénebb és sűrűbb acélt eredményez, kiváló mechanikai tulajdonságokkal és szerkezeti integritással.
A roldott acél különösen alkalmas olyan alkalmazásokhoz, amelyek magas minőséget és tartósságot igényelnek, például nyomástartó edényekhez, nagyméretű szerkezetekhez és magas minőségi követelményeket támasztó csővezetékekhez.
A csövek gyártásához használt őrölt acél jobb teljesítményt és hosszabb élettartamot biztosít, különösen nagy terhelésnek és nyomásnak kitett környezetben.
Zökkenőmentes gyártási eljárással és kikészítési módszerrel kombinálva készült.

Melegen simított varrat nélküli acélcső: SH;
Hidegen edzett varrat nélküli acélcső: SC.
A varratmentes gyártási folyamathoz nagyjából felosztható 30 mm-nél nagyobb külső átmérőjű varratmentes acélcsövekre melegsimítással és 30 mm-es külső átmérőjűekre hidegsimítással.
Itt látható a melegen készre simított varrat nélküli gyártási folyamata.


Az alacsony hőmérsékletű lágyítást elsősorban az anyagok megmunkálhatóságának javítására, a keménység csökkentésére és a szívósság növelésére használják, és hidegen alakított acélhoz alkalmas.
A normalizálást az anyag szilárdságának és szívósságának javítására használják, hogy az acél jobban ellenálljon a mechanikai igénybevételnek és a fáradásnak, gyakran a hidegen alakított acél teljesítményének javítására.
Ezen hőkezelési eljárások révén az acél belső szerkezete optimalizálódik, tulajdonságai javulnak, így alkalmasabbá válik az igényes ipari alkalmazásokban való használatra.
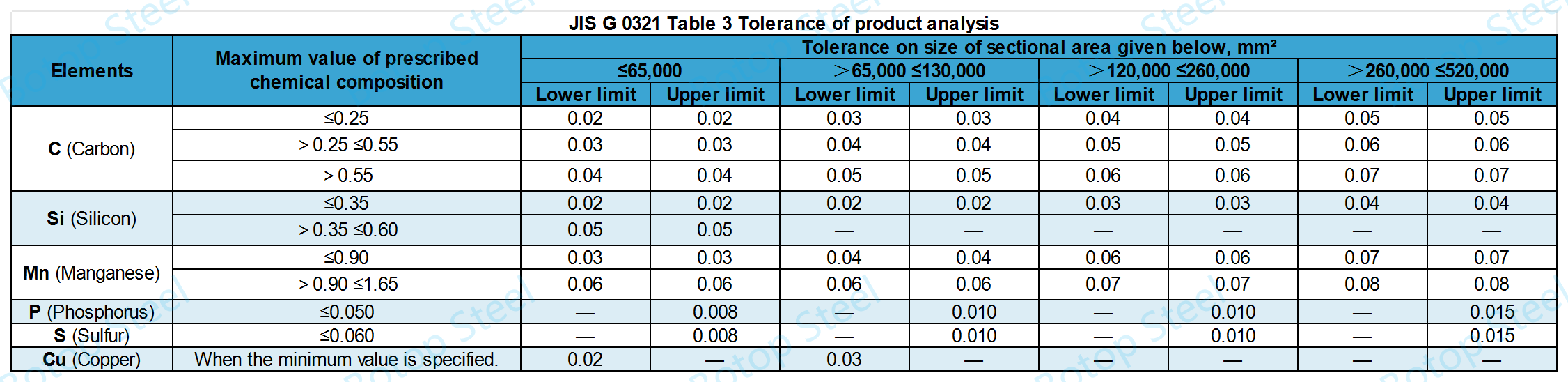
A hőelemzést a JIS G 0320 szabványnak megfelelően kell elvégezni. A termékelemzést a JIS G 0321 szabványnak megfelelően kell elvégezni.
| fokozat | C (szén) | Si (szilícium) | Mn (mangán) | P (foszfor) | S (kén) |
| STS370 | 0,25% maximum | 0,10–0,35% | 0,30–1,10% | 0,35% maximum | 0,35% maximum |
Hőelemzéselsősorban a nyersanyagok kémiai összetételének vizsgálatára irányul.
A nyersanyagok kémiai összetételének elemzésével előre jelezhetők és módosíthatók a gyártási folyamat során szükséges feldolgozási lépések és feltételek, például a hőkezelési paraméterek és az ötvözőelemek hozzáadása.
Termékelemzéselemzi a késztermékek kémiai összetételét a végtermék megfelelőségének és minőségének ellenőrzése érdekében.
A termékelemzés biztosítja, hogy a gyártási folyamat során a termékben bekövetkező minden változás, adalékanyag vagy esetleges szennyeződés kontroll alatt legyen, és hogy a végtermék megfeleljen a műszaki előírásoknak és az alkalmazási követelményeknek.
A JIS G 3455 szabvány szerint a termékelemzés értékeinek nemcsak a fenti táblázatban szereplő elemek követelményeinek kell megfelelniük, hanem a tűréshatár-tartománynak is meg kell felelnie a JIS G 3021 3. táblázatának követelményeinek.
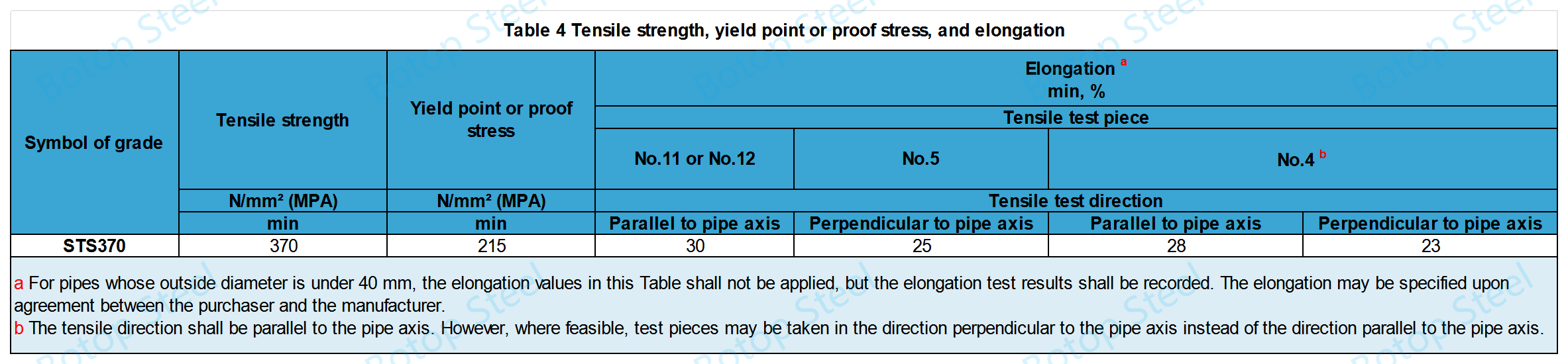
A 12. számú (a cső tengelyével párhuzamos) és az 5. számú (a cső tengelyére merőleges) próbadarab nyúlási értékei 8 mm-nél vastagabb csövekből.
| Az osztályzat szimbóluma | Felhasznált próbadarab | Nyúlás perc, % | ||||||
| Falvastagság | ||||||||
| > 1 ≤ 2 mm | > 2 ≤ 3 mm | > 3 ≤ 4 mm | > 4 ≤ 5 mm | > 5 ≤ 6 mm | > 6 ≤ 7 mm | > 7 < 8 mm | ||
| STS370 | 12. sz. | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| 5. sz. | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Az ebben a táblázatban szereplő nyúlási értékeket úgy kapjuk meg, hogy a falvastagság 8 mm-ről való minden 1 mm-es csökkenésekor a 4. táblázatban megadott nyúlási értékből 1,5%-ot kivonunk, majd az eredményt a JIS Z 8401 szabvány A. szabálya szerint egész számra kerekítjük. | ||||||||
A lapítási vizsgálat elhagyható, kivéve, ha a vásárló másként rendelkezik.
Helyezze a mintát a gépbe, és simítsa el, amíg a két platform közötti távolság el nem éri a megadott H értéket. Ezután ellenőrizze a mintát repedések szempontjából.
Kritikus ellenállás-hegesztésű cső vizsgálatakor a hegesztés és a cső középpontja közötti vonal merőleges a nyomóerő irányára.
H=(1+e)t/(e+t/D)
H: nyomólapok közötti távolság (mm)
t: cső falvastagsága (mm)
D: a cső külső átmérője (mm)
és:a cső minden egyes minőségi fokozatára meghatározott állandó.0,08 az STS370 esetében; 0,07 az STS410 és STS480 esetében.
≤ 50 mm külső átmérőjű csövekhez alkalmas.
A mintának 90°-os szögben hajlítva, a cső külső átmérőjének hatszorosával megegyező belső átmérővel nem szabad repedésektől mentesnek lennie.
A hajlítási szöget a hajlítás kezdetén kell mérni.
Minden acélcsövet hidrosztatikusan vagy roncsolásmentesen kell vizsgálni.a cső minőségének és biztonságának biztosítása, valamint a használati szabványoknak való megfelelés érdekében.
Hidraulikus teszt
Ha nincs meghatározva próbanyomás, a minimális hidraulikus próbanyomást a csővezeték-jegyzék szerint kell meghatározni.
| Névleges falvastagság | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Minimális hidraulikus próbanyomás, Mpa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Ha az acélcső külső átmérőjének falvastagsága nem szabványos érték az acélcső súlytáblázatában, akkor a nyomásérték kiszámításához a képletet kell használni.
P=2./D
P: próbanyomás (MPa)
t: a cső falvastagsága (mm)
D: cső külső átmérője (mm)
sA megadott folyáshatár vagy folyáshatár minimális értékének 60%-a.
Ha a kiválasztott tervszámú minimális hidrosztatikai próbanyomás meghaladja a képlettel kapott P próbanyomást, akkor a P nyomást kell minimális hidrosztatikai próbanyomásként használni a fenti táblázatban szereplő minimális hidrosztatikai próbanyomás kiválasztása helyett.
Roncsolásmentes vizsgálat
Az acélcsövek roncsolásmentes vizsgálatát a következőknek kell elvégezniük:ultrahangos vagy örvényáramos vizsgálat.
Mertultrahangosellenőrzési jellemzők, egy UD osztályú referenciastandardot tartalmazó referenciamintából származó jel, aJIS G 0582riasztási szintnek kell tekinteni, és az alapjelnek egyenlőnek vagy nagyobbnak kell lennie a riasztási szintnél.
A standard érzékelési érzékenység aörvényárama vizsgának EU, EV, EW vagy EX kategóriájúnak kell lennie, amely a ... pontban van meghatározva.JIS G 0583, és nem lehetnek olyan jelek, amelyek egyenértékűek vagy nagyobbak az említett kategóriába tartozó referenciastandardot tartalmazó referenciaminta jeleinél.
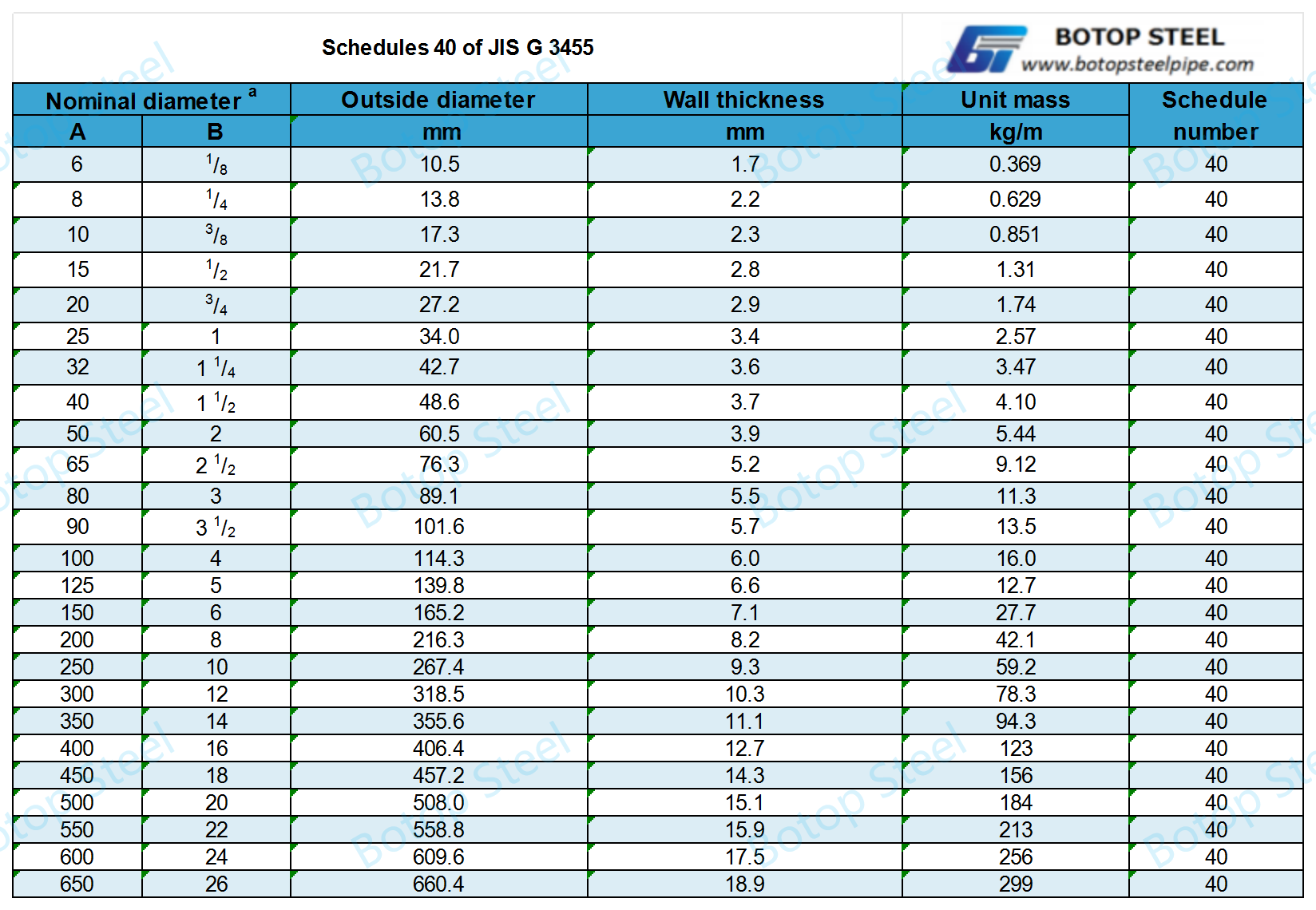
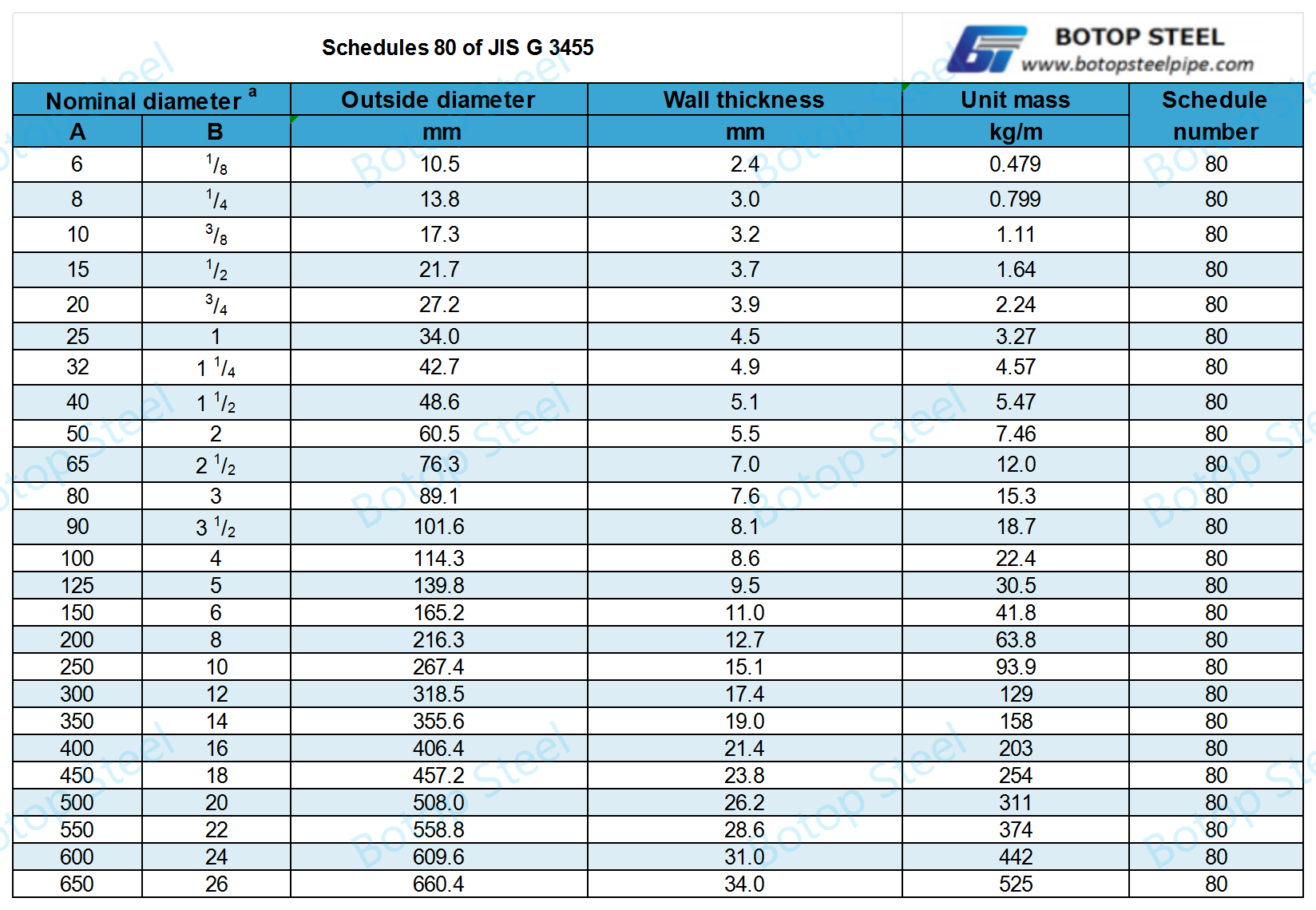
További információkértCsősúly-táblázatok és csőtáblázatoka szabványon belül átkattinthatsz.
A 40-es ütemtervű cső ideálisan alkalmas alacsony és közepes nyomású alkalmazásokhoz, mivel mérsékelt falvastagságot kínál, ami elkerüli a túlzott súlyt és költséget, miközben biztosítja a megfelelő szilárdságot.
A 80-as ütemtervű csöveket széles körben használják olyan ipari környezetben, ahol nagy nyomású kezelésre van szükség, például vegyipari feldolgozó rendszerekben, valamint olaj- és gázszállító csővezetékekben, mivel vastagabb falvastagsága miatt nagyobb nyomást és erősebb mechanikai behatásokat is elvisel, ami további biztonságot, védelmet és tartósságot biztosít.
Minden csövet fel kell tüntetni a következő információkkal.
egy)Az osztályzat szimbóluma;
b)A gyártási módszer szimbóluma;
c)Méretek50AxSch80 vagy 60,5x5,5 példa;
d)Gyártó neve vagy azonosító márkanév.
Ha az egyes csövek külső átmérője kicsi, és nehéz minden egyes csövet megjelölni, vagy ha a vásárló megköveteli, hogy minden csőköteg meg legyen jelölve, akkor minden köteg megfelelő módszerrel megjelölhető.
Az STS370 alkalmas alacsony nyomású, de viszonylag magas hőmérsékletű folyadéktovábbító rendszerekhez.
Fűtési rendszerekVárosi fűtési rendszerekben vagy nagy épületfűtési rendszerekben az STS370 használható meleg víz vagy gőz szállítására, mivel ellenáll a rendszerben fellépő nyomás- és hőmérsékletváltozásoknak.
ErőművekAz áramtermelés során nagyszámú nagynyomású gőzcsőre van szükség, és az STS370 az ideális anyag ezeknek a csöveknek a gyártásához, mivel hosszú ideig képes ellenállni a magas hőmérsékletnek és a nagynyomású munkakörnyezetnek.
Sűrített levegős rendszerekA gyártásban és az automatizált gyártósorokon a sűrített levegő fontos energiaforrás, és az STS370 acélcsövet használják ezeknek a rendszereknek a csővezetékeinek építéséhez a biztonságos és hatékony levegőellátás biztosítása érdekében.
Szerkezeti felhasználás és általános gépekJó mechanikai tulajdonságainak köszönhetően az STS370 különféle szerkezeti és mechanikai alkatrészek gyártásában is használható, különösen olyan alkalmazásokban, ahol bizonyos nyomószilárdság szükséges.
A JIS G 3455 STS370 egy nagynyomású üzemben használt szénacél anyag. A következő anyagok tekinthetők egyenértékűnek vagy közel egyenértékűnek:
1. ASTM A53 B. osztályÁltalános szerkezeti és mechanikai alkalmazásokhoz, valamint folyadékszállításhoz alkalmas.
2. API 5L B osztályNagynyomású olaj- és gázszállító csővezetékekhez.
3. DIN 1629 St37.0Általános gépészethez és hajóépítéshez.
4. EN 10216-1 P235TR1: Varrat nélküli acélcső magas hőmérsékletű és nagynyomású környezethez.
5. ASTM A106 B. osztályVarrat nélküli szénacél cső magas hőmérsékletű üzemhez.
6.ASTM A179Varratmentes, hidegen húzott, lágyacél csövek alacsony hőmérsékletű üzemhez.
7. DIN 17175 St35.8Varrat nélküli csőanyagok kazánokhoz és nyomástartó edényekhez.
8. EN 10216-2 P235GHVarrat nélküli csövek és csővezetékek ötvözetlen és ötvözött acélból magas hőmérsékletű és nagynyomású környezethez.
2014-es megalakulása óta a Botop Steel Észak-Kína vezető szénacél csőbeszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert. A vállalat szénacél csövek és kapcsolódó termékek széles választékát kínálja, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját.
Speciális termékei között kiváló minőségű ötvözetek és ausztenites rozsdamentes acélok is találhatók, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.















