



JIS G 3461 acélcsőegy varrat nélküli (SMLS) vagy elektromos ellenállás-hegesztésű (ERW) szénacél cső, amelyet főként kazánokban és hőcserélőkben használnak olyan alkalmazásokhoz, mint például a cső belsejének és külsejének közötti hőcsere megvalósítása.
STB340egy szénacél csőminőség a JIS G 3461 szabvány szerint. Minimum szakítószilárdsága 340 MPa, minimális folyáshatára pedig 175 MPa.
Számos ipari alkalmazáshoz a választott anyag a nagy szilárdság, a jó hőstabilitás, az alkalmazkodóképesség, a relatív korrózióállóság, a költséghatékonyság és a jó feldolgozhatóság miatt.
JIS G 3461három fokozata van.STB340, STB410, STB510.
STB340Minimális szakítószilárdság: 340 MPa; Minimális folyáshatár: 175 MPa.
STB410Minimális szakítószilárdság: 410 MPa; Minimális folyáshatár: 255 MPa.
STB510:Minimális szakítószilárdság: 510 MPa; Minimális folyáshatár: 295 MPa.
Valójában nem nehéz kideríteni, hogy a JIS G 3461 minőséget az acélcső minimális szakítószilárdsága szerint osztályozzák.
Az anyag minőségének növekedésével a szakító- és folyáshatára is ennek megfelelően növekszik, lehetővé téve az anyag számára, hogy nagyobb terheléseket és nyomásokat bírjon el a nagyobb igénybevételű munkakörnyezetekben.
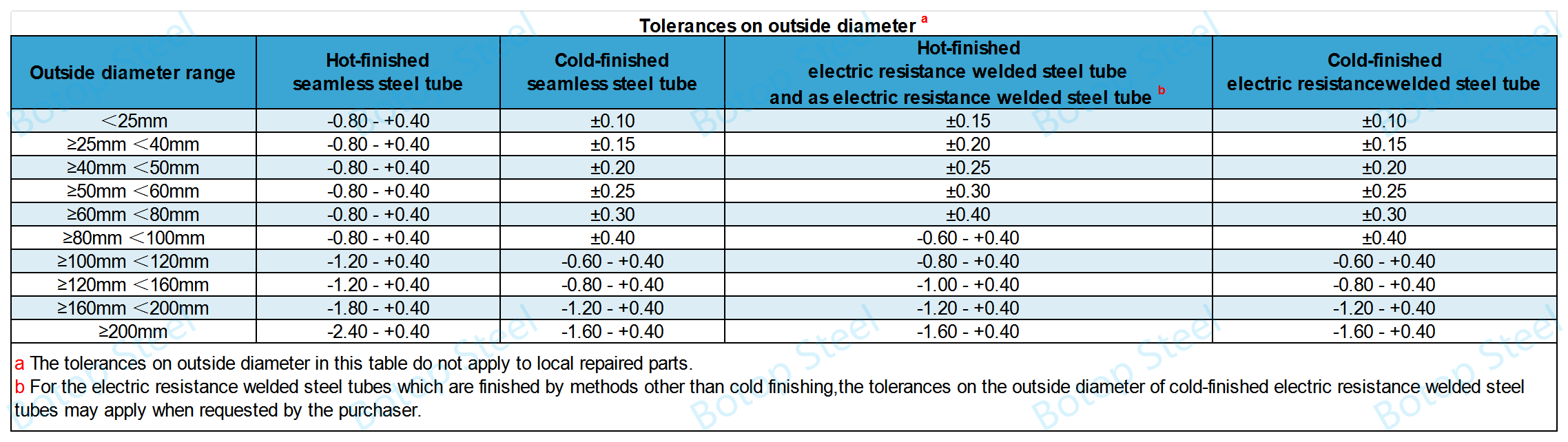
Külső átmérő 15,9-139,8 mm.
A kazánokban és hőcserélőkben alkalmazott alkalmazások általában nem igényelnek nagyon nagy csőátmérőket. A kisebb csőátmérők növelik a hőhatásfokot, mivel a hőátadáshoz szükséges felület-térfogat arány nagyobb. Ez segít a hőenergia gyorsabb és hatékonyabb átvitelében.
A csöveket a következő anyagokból kell gyártani:megölt acél.
Csőgyártási és kikészítési módszerek kombinációja.

Részletesen a következőképpen kategorizálhatók:
Melegen edzett varrat nélküli acélcső: SH
Hidegen edzett varrat nélküli acélcső: SC
Elektromos ellenállás-hegesztéssel készült acélcsőként: EG
Melegen simított, elektromos ellenállás-hegesztéssel készült acélcső: EH
Hidegen edzett, elektromos ellenállás-hegesztéssel készült acélcső: EC
Itt látható a melegen készre simított varrat nélküli gyártási folyamata.

A varratmentes gyártási folyamathoz nagyjából felosztható 30 mm-nél nagyobb külső átmérőjű varratmentes acélcsövekre melegsimítással és 30 mm-es külső átmérőjűekre hidegsimítással.

A termikus elemzési módszereknek meg kell felelniük a JIS G 0320 szabványban foglalt szabványoknak.
Az említett ötvözőelemektől eltérő elemek is hozzáadhatók specifikus tulajdonságok elérése érdekében.
A termék elemzésekor a cső kémiai összetételének eltérési értékeinek meg kell felelniük a JIS G 0321 szabvány 3. táblázatának követelményeinek varrat nélküli acélcsövek, illetve a JIS G 0321 szabvány 2. táblázatának követelményeinek ellenállás-hegesztett acélcsövek esetében.
| Az osztályzat szimbóluma | C (szén) | Si (szilícium) | Mn (mangán) | P (foszfor) | S (kén) |
| max | max | max | max | ||
| STB340 | 0,18 | 0,35 | 0,30–0,60 | 0,35 | 0,35 |
| A vásárló meghatározhatja a Si mennyiségét 0,10% és 0,35% között. | |||||
Az STB340 kémiai összetételét úgy tervezték, hogy megfelelő mechanikai tulajdonságokat és megmunkálhatóságot biztosítson, miközben az anyag alkalmassá válik hegesztésre és magas hőmérsékletű környezetben történő alkalmazásokra.
| Az osztályzat szimbóluma | Szakítószilárdság a | Folyáshatár vagy próbafeszültség | Nyúlás min., % | ||
| Külső átmérő | |||||
| <10 mm | ≥10 mm <20 mm | ≥20 mm | |||
| N/mm² (MPA) | N/mm² (MPA) | Próbadarab | |||
| 11. sz. | 11. sz. | 11./12. sz. | |||
| perc | perc | Szakítópróba iránya | |||
| Párhuzamos a cső tengelyével | Párhuzamos a cső tengelyével | Párhuzamos a cső tengelyével | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Megjegyzés: kizárólag a hőcserélő csövek esetében a vásárló szükség esetén meghatározhatja a szakítószilárdság maximális értékét. Ebben az esetben a maximális szakítószilárdság értéke az az érték, amelyet úgy kapunk meg, hogy 120 N/mm²-t hozzáadunk a táblázatban szereplő értékhez.
Amikor a szakítóvizsgálatot a 8 mm-nél vastagabb cső 12. számú próbadarabján végzik.
| Az osztályzat szimbóluma | Felhasznált próbadarab | Nyúlás perc, % | ||||||
| Falvastagság | ||||||||
| > 1 ≤ 2 mm | > 2 ≤ 3 mm | > 3 ≤ 4 mm | > 4 ≤ 5 mm | > 5 ≤ 6 mm | > 6 ≤ 7 mm | > 7 < 8 mm | ||
| STB340 | 12. sz. | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
A táblázatban szereplő nyúlási értékeket úgy számítjuk ki, hogy a csőfal vastagságának 8 mm-ről való minden 1 mm-es csökkenésére a 4. táblázatban megadott nyúlási értékből 1,5%-ot vonunk le, majd az eredményt a JIS Z 8401 szabvány A. szabálya szerint egész számra kerekítjük.
A vizsgálati módszernek meg kell felelnie a JIS Z 2245 szabványnak. A próbadarab keménységét a keresztmetszetén vagy a belső felületén, próbadarabonként három helyen kell mérni.
| Az osztályzat szimbóluma | Rockwell-keménység (három pozíció átlagértéke) HRBW |
| STB340 | Legfeljebb 77 |
| STB410 | Legfeljebb 79 |
| STB510 | 92 maximum. |
Ezt a vizsgálatot nem szabad 2 mm-es vagy annál vastagabb falú csöveken elvégezni. Elektromos ellenállás-hegesztéssel hegesztett acélcsövek esetében a vizsgálatot a hegesztésen vagy a hőhatásövezeteken kívüli részen kell elvégezni.
Varrat nélküli acélcsövekre nem vonatkozik.
Vizsgálati módszer Helyezze a mintát a gépbe, és simítsa el, amíg a két platform közötti távolság el nem éri a megadott H értéket. Ezután ellenőrizze a mintát repedések szempontjából.
Kritikus ellenállás-hegesztésű cső vizsgálatakor a hegesztés és a cső középpontja közötti vonal merőleges a nyomóerő irányára.
H=(1+e)t/(e+t/D)
H: nyomólapok közötti távolság (mm)
t: cső falvastagsága (mm)
D: a cső külső átmérője (mm)
és:A cső minden egyes minőségére meghatározott állandó. STB340: 0,09; STB410: 0,08; STB510: 0,07.
Varrat nélküli acélcsövekre nem vonatkozik.
A minta egyik végét szobahőmérsékleten (5°C és 35°C között) egy kúpos szerszámmal 60°-os szögben kitágítják, amíg a külső átmérő 1,2-szeresére nem nő, majd repedések szempontjából megvizsgálják.
Ez a követelmény a 101,6 mm-nél nagyobb külső átmérőjű csövekre is vonatkozik.
A fordított lapítási vizsgálat elhagyható a tágítási vizsgálat elvégzésekor.
Vágjon le egy 100 mm hosszú próbadarabot a cső egyik végéből, és vágja félbe a próbadarabot a hegesztési vonaltól 90°-ban a kerület mindkét oldalán, a hegesztést tartalmazó felét véve próbadarabnak.
Szobahőmérsékleten (5 °C és 35 °C között) simítsa ki a mintát egy lappá úgy, hogy a hegesztés felül legyen, és vizsgálja meg a mintát a hegesztés repedései szempontjából.
Minden acélcsövet hidrosztatikusan vagy roncsolásmentesen kell vizsgálni.a cső minőségének és biztonságának biztosítása, valamint a használati szabványoknak való megfelelés érdekében.
Hidraulikus teszt
Tartsa a cső belsejét legalább 5 másodpercig minimális vagy magasabb P nyomás alatt (P max. 10 MPa), majd ellenőrizze, hogy a cső szivárgás nélkül ellenáll-e a nyomásnak.
P=2./D
P: próbanyomás (MPa)
t: a cső falvastagsága (mm)
D: a cső külső átmérője (mm)
sA folyáshatár vagy a folyáshatár minimális értékének 60%-a.
Roncsolásmentes vizsgálat
Az acélcsövek roncsolásmentes vizsgálatát a következőknek kell elvégezniük:ultrahangos vagy örvényáramos vizsgálat.
Mertultrahangosellenőrzési jellemzők, egy UD osztályú referenciastandardot tartalmazó referenciamintából származó jel, aJIS G 0582riasztási szintnek kell tekinteni, és az alapjelnek egyenlőnek vagy nagyobbnak kell lennie a riasztási szintnél.
A standard érzékelési érzékenység aörvényárama vizsgának EU, EV, EW vagy EX kategóriájúnak kell lennie, amely a ... pontban van meghatározva.JIS G 0583, és nem lehetnek olyan jelek, amelyek egyenértékűek vagy nagyobbak az említett kategóriába tartozó referenciastandardot tartalmazó referenciaminta jeleinél.

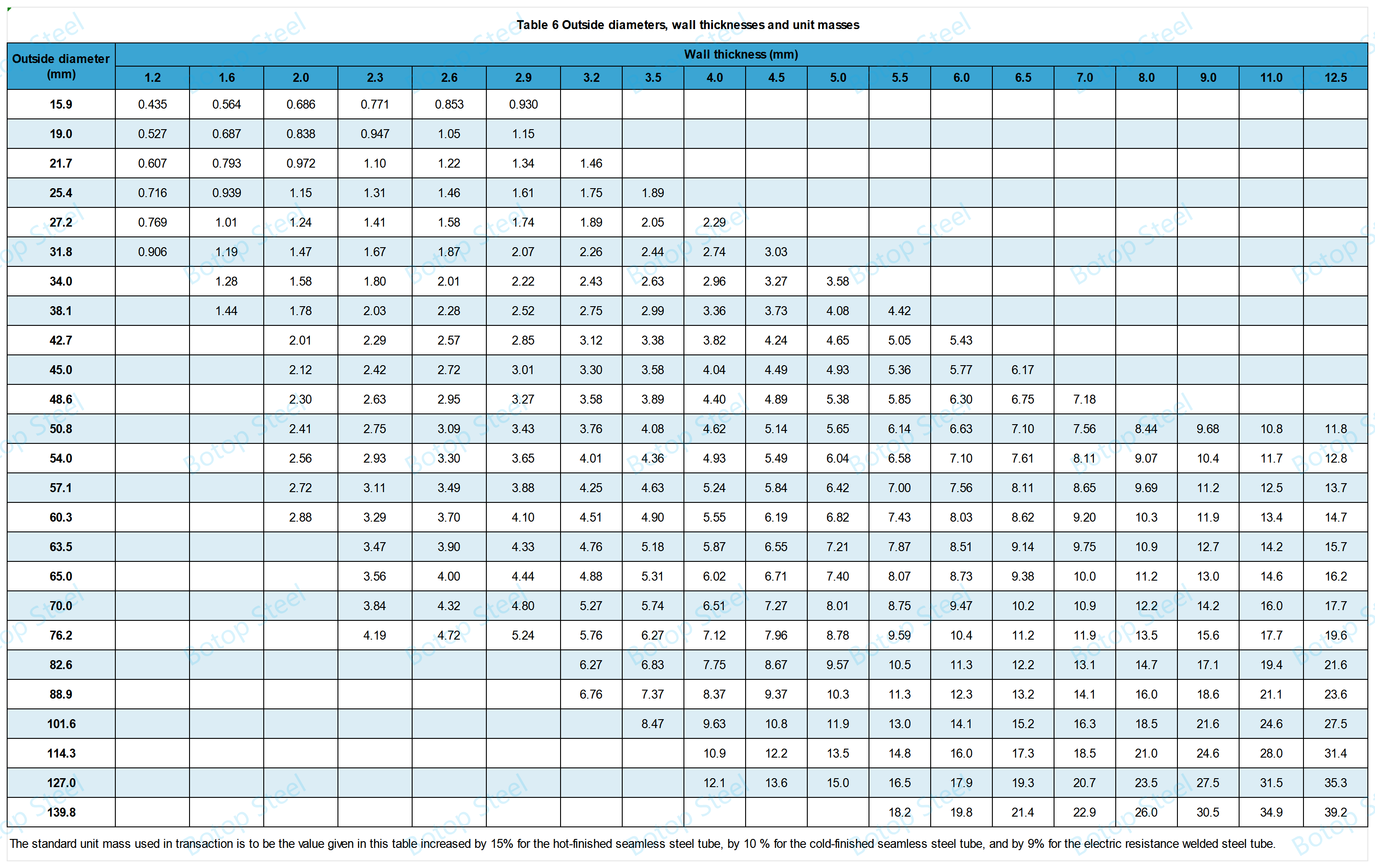
További információkértCsősúly-táblázatok és csőtáblázatoka szabványon belül átkattinthatsz.
Alkalmazzon megfelelő megközelítést a következő információk címkézéséhez.
a) Az osztályzat jele;
b) A gyártási módszer szimbóluma;
c) Méretek: külső átmérő és falvastagság;
d) A gyártó neve vagy azonosító márkaneve.
Amennyiben az egyes csövek jelölése a kis külső átmérőjük miatt nehézkes, vagy ha a vásárló kéri, a jelölés minden egyes csőkötegen megfelelő módon is elvégezhető.
Az STB340-et gyakran használják vízcsövek és füstcsövek gyártásához különféle ipari kazánokhoz, különösen olyan környezetben, ahol magas hőmérséklettel és nyomással szembeni ellenállás szükséges.
Jó hővezető tulajdonságai miatt alkalmas hőcserélők csöveinek gyártására is, elősegítve a hő hatékony átadását a különböző közegek között.
Magas hőmérsékletű vagy nagynyomású folyadékok, például gőz vagy forró víz szállítására is használható, és széles körben alkalmazzák a vegyiparban, az elektromos energiaiparban és a gépgyártásban.
ASTM A106 A osztály
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 320-as fokozat
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Bár ezek az anyagok kémiai összetételükben és alapvető tulajdonságaikban hasonlóak lehetnek, a specifikus hőkezelési eljárások és megmunkálási eljárások befolyásolhatják a végtermék tulajdonságait.
Ezért részletes összehasonlításokat és megfelelő vizsgálatokat kell végezni az egyenértékű anyagok gyakorlati alkalmazásokhoz való kiválasztásakor.
2014-es megalakulása óta a Botop Steel Észak-Kína vezető szénacél csőbeszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert. A vállalat szénacél csövek és kapcsolódó termékek széles választékát kínálja, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját.
Speciális termékei között kiváló minőségű ötvözetek és ausztenites rozsdamentes acélok is találhatók, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.















