



EN 10219 S275J0H és S275J2Hhidegen formázott, hegesztett szerkezeti zártszelvények, amelyek ötvözetlen acélból készülnek az EN 10219 szabvány szerint.
Mindkettő minimális folyáshatára 275 MPa (falvastagság ≤16 mm). A fő különbség az ütési tulajdonságokban rejlik: az S275J0H minimális ütési energiája 27 J 0°C-on, míg az S275J2H minimális ütési energiája 27 J -20°C-on.
Könnyebb terhelésnek kitett épületekben és mérnöki szerkezetekben való alkalmazásra alkalmas.
A BS EN 10219 az Egyesült Királyság által elfogadott EN 10219 európai szabvány.
Falvastagság ≤40 mm, Külső átmérő ≤2500 mm.
A CFCHS a hidegen formázott kör alakú üreges profil rövidítése.
Az EN 10219 szabvány az üreges szerkezeti acélformák széles skáláját fedi le, beleértve a kerek, négyzet, téglalap és ovális formákat is, hogy megfeleljen a különböző felhasználási követelményeknek.
Botop Steelspecializálódott kör alakú, zártszelvényű acélcsövek szállítására különféle méretekben és gyártási folyamatokban, hogy széles körű ipari alkalmazásokhoz illeszkedjen, biztosítva, hogy ügyfeleink egyedi igényeit kielégíthessük.
Megalakulása óta, 2014-ben,Botop SteelÉszak-Kína vezető szénacél csőszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert.
A cég különféle szénacél csöveket és kapcsolódó termékeket kínál, beleértve a következőket:SMLS, ERW, LSAW, ésSSAWacélcsöveket, valamint csőszerelvények és karimák teljes skáláját kínálja. Speciális termékei között kiváló minőségű ötvözetek és ausztenites rozsdamentes acélok is találhatók, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.
Várjuk, hogy együttműködési kapcsolatot alakítsunk ki Önnel, és közösen egy mindenki számára előnyös jövőt teremtsünk.
A hidegen formázott zártszelvények gyártásához használt nyersacélt dezoxidálják, és meghatározott szállítási feltételeknek kell megfelelniük.
Az S275J0H és S275J2H vonatkozó követelményei a következők:FF(Teljesen nitrogénmegkötő elemeket tartalmazó, teljesen öltött acél, amely elegendő mennyiségű nitrogént tartalmaz a rendelkezésre álló nitrogén megkötéséhez (pl. min. 0,020% összes Al vagy 0,015% oldható Al)).
Szállítási állapot: Hengerelt vagy normalizált/normalizált hengerelt (N) JR, J0, J2 és K2 acélok esetén.
Az EN 10219 szabvány szerinti acélcsövek mindkét módon gyárthatókERW(elektromos ellenállás-hegesztés) ésFŰRÉSZ(fedőíves hegesztés) gyártási folyamatok.
A termelésERW csövekelőnye, hogy gyorsabb és viszonylag megfizethetőbb, és gyakran választják olyan projektekhez, amelyek nagyszabású termelést és magas költséghatékonyságot igényelnek.
ERWA csöveket jellemzően kisebb átmérőjű és vékonyabb falvastagságú termékek előállítására használják, mígFŰRÉSZA csövek alkalmasabbak nagyobb átmérőkhöz és vastagabb falakhoz. Kérjük, válassza ki a projekthez megfelelő acélcső típust.

Az EN 10219 szabvány szerint gyártott ERW csövek általában nem igényelnek belső hegesztési vágást.
Ez azért van, mert az EN 10219 szabvány szerinti csöveket főként szerkezeti alkalmazásokban, például építőiparban és gépészetben használják, ahol a hegesztési varrat megjelenésére vonatkozó követelmények általában kevésbé szigorúak, mint a nyomástartó edények vagy a nagynyomású csővezetékek esetében. Ezért, amennyiben a hegesztés szilárdsága és integritása megfelel a szabvány követelményeinek, a belső hegesztések további vágás nélkül is használhatók.
Nincs további hőkezelés, kivéve, hogy a hegesztés hegesztett vagy hőkezelt állapotban lehet.
Öntvényelemzés (nyersanyagok kémiai összetétele)
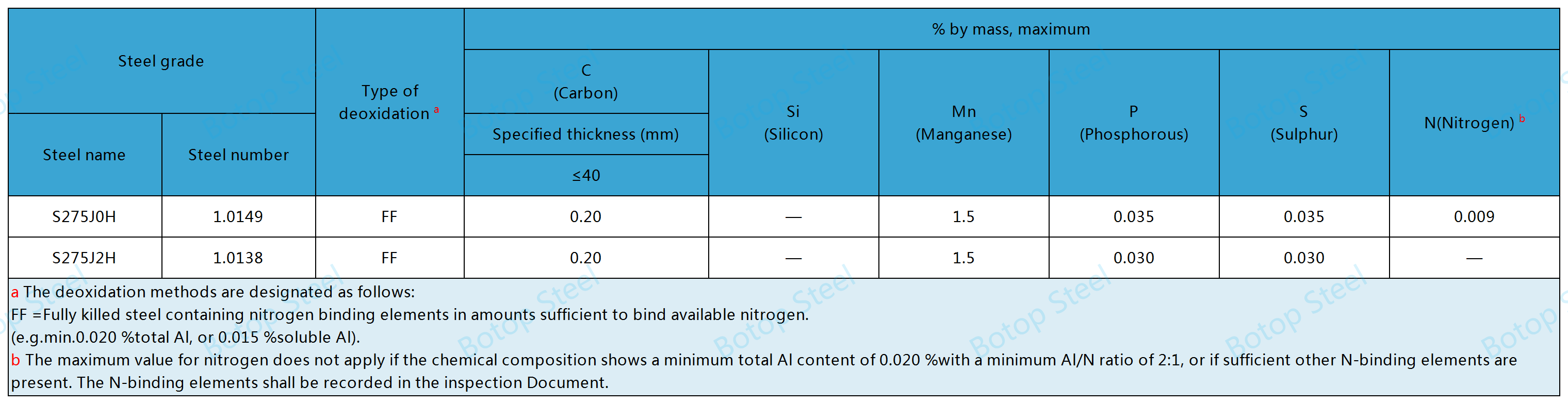
Az S275J0H és az S275J2H maximális szénegyenértéke (CEV) 0,40%.
Az S725J0H és S275J2H, maximálisan 0,4%-os CEV-értékkel, jobb hegeszthetőséget mutatnak, kisebb hegesztési kockázattal és repedésképződéssel.
A következő képlettel is kiszámítható:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
Termékelemzés (késztermékek kémiai összetétele)
Az acélgyártás során a kémiai összetétel számos okból megváltozhat, és ezek a változások befolyásolhatják az acél tulajdonságait és minőségét.

A végső kész acélcső kémiai összetételének meg kell egyeznie az öntvény kémiai összetételével és annak megengedett eltérésével.
A mechanikai tulajdonságparaméterek közé tartozik a folyáshatár, a szakítószilárdság, a nyúlás és az ütésállóság.
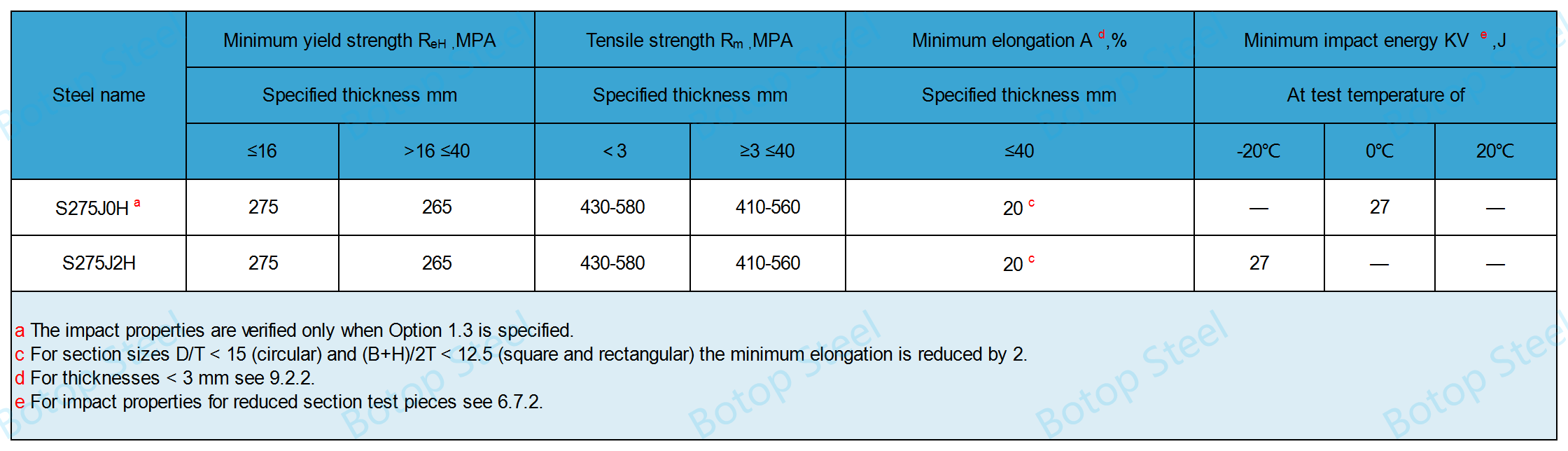
Az 580 ℃-nál magasabb hőmérsékleten vagy egy óránál hosszabb ideig tartó feszültségmentesítő lágyítás a mechanikai tulajdonságok romlásához vezethet.
Megjegyzések:
Ütésvizsgálat nem szükséges, ha a megadott vastagság <6 mm.
A JR és J0 minőségű csövek ütésállóságát nem ellenőrizzük, hacsak nincs másképp előírva.
Az EN 10219 szabvány szerinti ERW acélcsövek hegesztési varratait az alábbiak egyikének kiválasztásával lehet vizsgálni.
EN 10246-3 szabvány E4 elfogadási szintre, azzal a kivétellel, hogy a forgócső/palacsintatekercs technika nem megengedett;
EN 10246-5 az F5 elfogadási szintig;
EN 10246-8 szabvány szerint az U5 elfogadási szintig.
Az EN 10219 csövek elméleti súlyának kiszámítása 7,85 kg/dm³ csősűrűségen alapulhat.
M=(DT)×T×0,02466
M az egységnyi hosszra jutó tömeg;
D a megadott külső átmérő, mm-ben megadva;
T a megadott falvastagság, mm-ben megadva.
Alak-, egyenesség- és tömegtűrések

Tűrések Hossz

Az EN 10219 szabvány szerint gyártott zártszelvényű csövek hegeszthetők.
Hegesztéskor a hegesztési zónában keletkező hidegrepedés jelenti a fő kockázatot, mivel a termék vastagsága, szilárdsági szintje és CEV-értéke növekszik. A hidegrepedés több tényező kombinációja okozza:
magas diffundálható hidrogéntartalom a hegesztési varratban;
törékeny szerkezet a hőhatásövezetben;
jelentős húzófeszültség-koncentrációk a hegesztett kötésben.
Az acélcső felületének simának és a termék teljesítményét befolyásoló hibáktól mentesnek kell lennie, például repedésektől, gödröktől, karcolásoktól vagy korróziótól.
A gyártási folyamat során keletkező dudorok, hornyok vagy sekély hosszanti hornyok elfogadhatók, amennyiben a fennmaradó falvastagság a tűréshatáron belül van, a hiba csiszolással eltávolítható, és a javított falvastagság megfelel a minimális vastagsági követelményeknek.
Botop Steelnemcsak kiváló minőségű, az EN 10219 szabványnak megfelelő acélcsöveket kínál, hanem széles választékot kínál az acélcsövek felületbevonatára is, hogy megfeleljen ügyfelei egyedi igényeinek a különböző mérnöki projektekben. Ezeket a bevonatokat úgy tervezték, hogy fokozzák a csövek korrózióállóságát és további védelmet nyújtsanak, ezáltal meghosszabbítva élettartamukat.

Tűzihorganyzás
3LPE (HDPE) bevonat

FBE bevonat

Lakkbevonat

Festékbevonat

Cementsúlybevonat
Híd alkatrészek: hidakban használt nem elsődleges teherhordó szerkezetek, például korlátok és mellvédek.
Építészeti pillérek: építőiparban és mélyépítésben használt tartóoszlopok és gerendák.
Csővezetékrendszerek: folyadékok és gázok szállítására szolgáló csővezetékek, különösen olyan alkalmazásokban, amelyek bizonyos fokú rugalmasságot és korrózióállóságot igényelnek.
Ideiglenes szerkezetek: építési és mérnöki területekhez alkalmas ideiglenes támasztékok és keretek.
Ezek az alkalmazások az S275J0H és S275J2H kiváló mechanikai tulajdonságait és hegeszthetőségét használják ki, hogy kielégítsék a könnyű, de stabil szerkezetek igényeit.
ASTM A500:Hidegen formázott, hegesztett és varrat nélküli szénacél szerkezeti csövek kör és alakzatok szabványos előírásai.
ASTM A501Melegen formázott hegesztett és varrat nélküli szénacél szerkezeti csövek szabványos előírásai.
EN 10210Melegen simított szerkezeti zártszelvények ötvözetlen és finomszemcsés acélokból.
EN 10219Hidegen formázott hegesztett szerkezeti zártszelvények ötvözetlen és finomszemcsés acélokból.
JIS G 3466Általános szerkezetekhez használható, négyzet és téglalap alakú szénacél csövek.
AS/NZS 1163Hidegen formázott szerkezeti acél zártszelvények.
Ezeket a szabványokat széles körben használják világszerte, és segítenek biztosítani, hogy a szerkezeti acélcsövek megfeleljenek az elvárt teljesítménykritériumoknak a különböző mérnöki alkalmazásokban. Acélcső-szabvány kiválasztásakor fontos figyelembe venni az adott alkalmazási igényeket, a regionális előírásokat és a teljesítménykövetelményeket.
ASTM A252 GR.3 Szerkezeti LSAW (JCOE) szénacél cső
BS EN10210 S275J0H LSAW (JCOE) acélcső
ASTM A671/A671M LSAW acélcső
ASTM A672 B60/B70/C60/C65/C70 LSAW szénacél cső
API 5L X65 PSL1/PSL 2 LSAW szénacél cső / API 5L X70 minőségű LSAW acélcső
EN10219 S355J0H szerkezeti LSAW (JCOE) acélcső











