



ASTM A519A csöveket varratmentes eljárással kell gyártani, és a specifikációk szerint melegen vagy hidegen kell simítani.
Legfeljebb 325 mm (12 3/4 hüvelyk) külső átmérőjű kerek csövekhez.
Az acélcsövek négyzet, téglalap vagy más alakban is gyárthatók, igény szerint.
Az ASTM A519 acél anyaga szerint osztályozható:Szénacélés ötvözött acél.
Szénacélfel van osztvaAlacsony szén-dioxid-kibocsátású MT(Mechanikus csővezetékek),Magas széntartalmú acélésKénmentesített vagy újrafoszforozott, vagy mindkettőSzénacél, hogy megfeleljen a különböző ipari igényeknek és alkalmazási forgatókönyveknek.
Ha nincs meghatározott minőség, a gyártóknak lehetőségük van kínálniMT1015 vagy MTX1020osztályzatok.
Külső átmérő: 13,7 - 325 mm;
Falvastagság: 2-100 mm.
Az acél bármilyen eljárással előállítható.
Az acél önthető tuskóban vagy sodrott öntvényben.
A csöveket egyzökkenőmentes folyamatés a specifikációnak megfelelően melegen vagy hidegen kell simítani.
A varrat nélküli acélcsövek olyan csövek, amelyekben nincsenek hegesztett varratok.
Hidegen hengerelt csövekajánlott a méretpontosság és a felületminőség iránti magas követelmények esetén.
A fő szempont a költséghatékonyság és az anyag szilárdsága,melegen edzett acélcsőalkalmasabb választás lehet.
Ezután következik a melegen hengerelt varrat nélküli acélcső gyártási folyamata.

Az acélgyártónak elemeznie kell az egyes acélok hőjét a meghatározott elemek százalékos arányának meghatározásához.
1. táblázat Az alacsony széntartalmú acélok kémiai követelményei
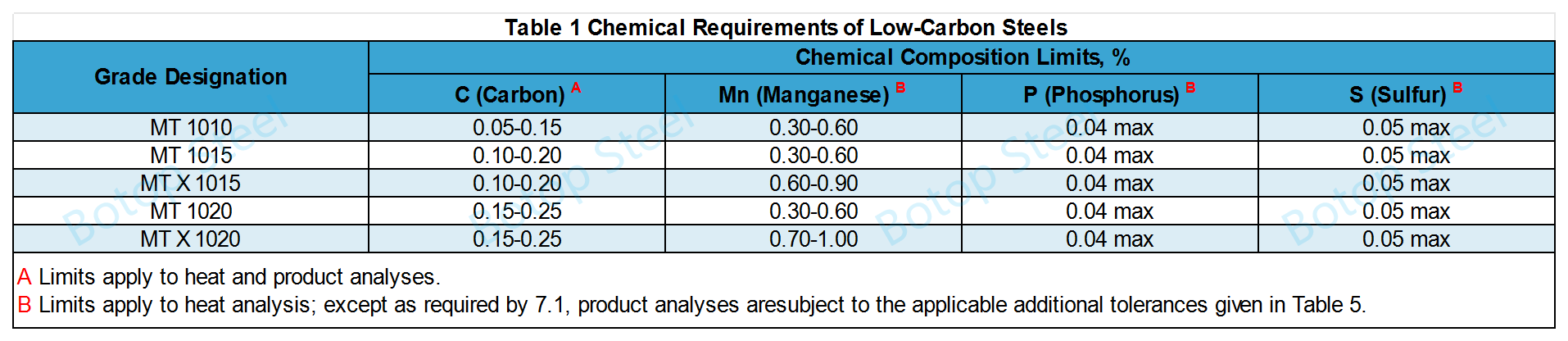
A lágyacél olyan acél, amelynek széntartalma általában nem haladja meg a 0,25%-ot. Alacsonyabb széntartalma miatt jobb képlékenységgel és alakíthatósággal rendelkezik, és kevésbé kemény és erős a magas széntartalmú acélhoz képest.
2. táblázat Egyéb szénacélok kémiai követelményei
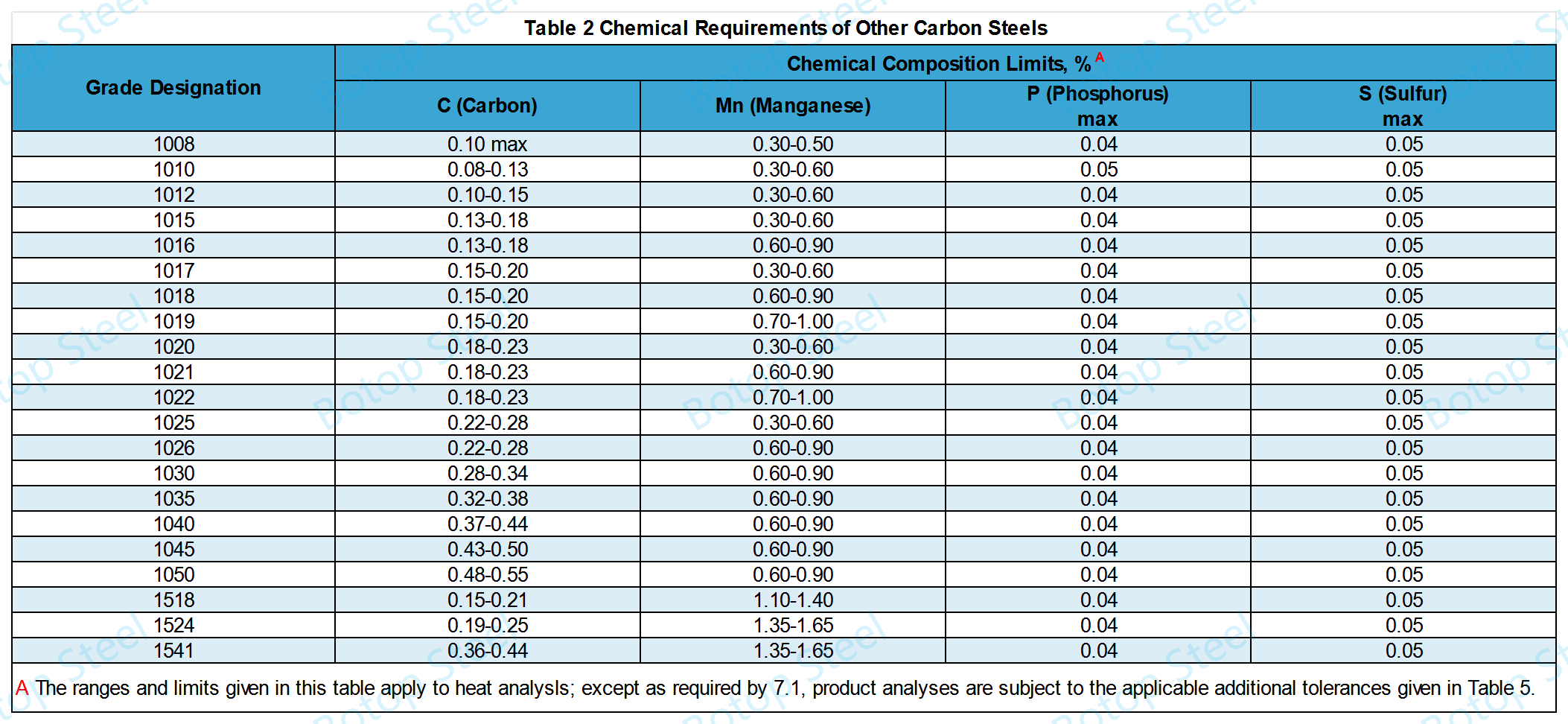
Közepes széntartalmú acélok0,25% és 0,60% közötti széntartalommal nagyobb keménységet és szilárdságot biztosítanak, és tulajdonságok javítása érdekében hőkezelést igényelnek.
Magas széntartalmú acél0,60% és 1,0% közötti vagy annál több szenet tartalmaz, nagyon nagy keménységet és szilárdságot biztosít, de alacsonyabb szívósságot.
3. táblázat Ötvözött acélok kémiai követelményei
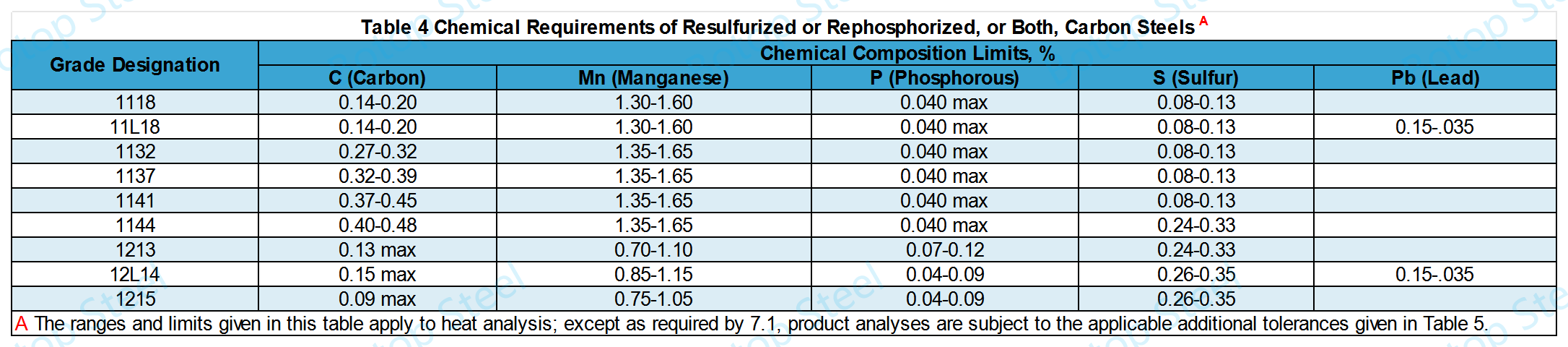
4. táblázat: Az újrakénezett vagy újrafoszforozott, vagy mindkettő szénacélok kémiai követelményei
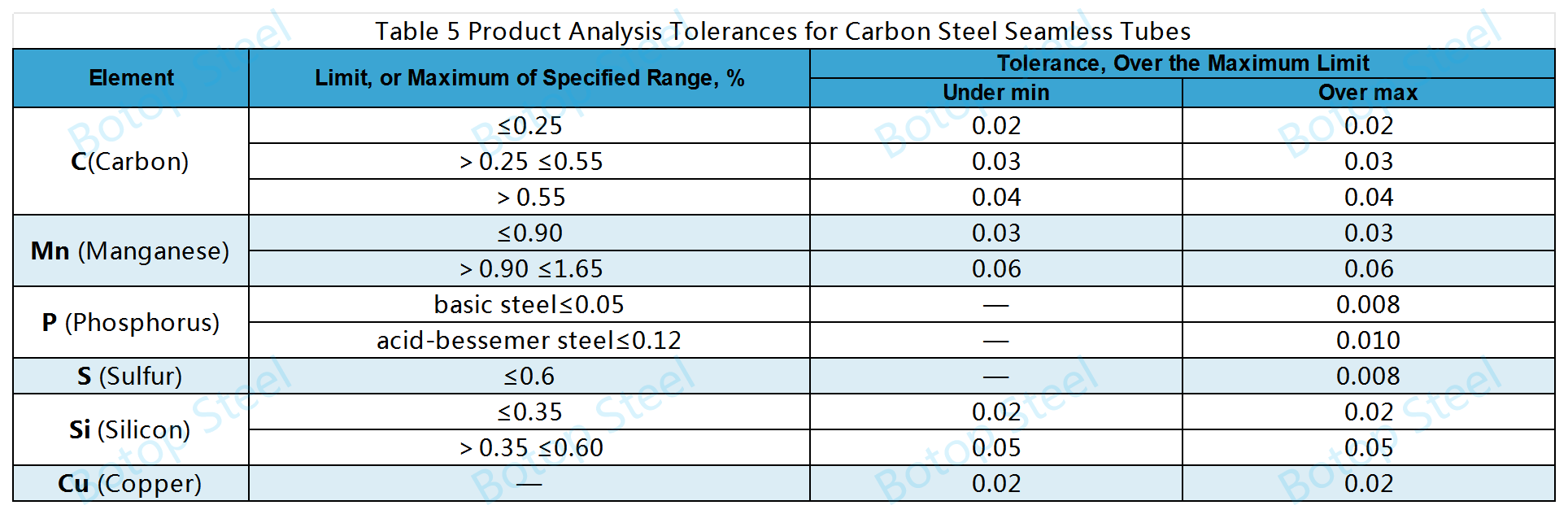
5. TÁBLÁZAT Termékelemzési tűrések a megadott tartomány vagy határérték felett vagy alatt
A gyártót csak akkor szabad kérni a termék elemzésére, ha azt a megrendelés előírja.
Az ASTM A519 szabvány a következő kísérleti tételeket fedi le:
Keménységvizsgálat; Szakítóvizsgálatok; Roncsolásmentes vizsgálat; Peremezési vizsgálat; Acéltisztaság és edzhetőség.
| Osztálymegnevezés | Csőtípus | Állapot | Végső erő | folyáshatár | Nyúlás 50 mm-ben,% | Rockwell, B keménységi skála | ||
| ksi | MPa | ksi | MPa | |||||
| 1020 | Szénacél | HR | 50 | 345 | 32 | 220 | 25 | 55 |
| CW | 70 | 485 | 60 | 415 | 5 | 75 | ||
| SR | 65 | 450 | 50 | 345 | 10 | 72 | ||
| A | 48 | 330 | 28 | 195 | 30 | 50 | ||
| N | 55 | 380 | 34 | 235 | 22 | 60 | ||
| 1025 | Szénacél | HR | 55 | 380 | 35 | 240 | 25 | 60 |
| CW | 75 | 515 | 65 | 450 | 5 | 80 | ||
| SR | 70 | 485 | 55 | 380 | 8 | 75 | ||
| A | 53 | 365 | 30 | 205 | 25 | 57 | ||
| N | 55 | 380 | 35 | 250 | 22 | 60 | ||
| 1035 | Szénacél | HR | 65 | 450 | 40 | 275 | 20 | 72 |
| CW | 85 | 585 | 75 | 515 | 5 | 88 | ||
| SR | 75 | 515 | 65 | 450 | 8 | 80 | ||
| A | 60 | 415 | 33 | 230 | 25 | 67 | ||
| N | 65 | 450 | 40 | 275 | 20 | 72 | ||
| 1045 | Szénacél | HR | 75 | 515 | 45 | 310 | 15 | 80 |
| CW | 90 | 620 | 80 | 550 | 5 | 90 | ||
| SR | 80 | 550 | 70 | 485 | 8 | 85 | ||
| A | 65 | 450 | 35 | 240 | 20 | 72 | ||
| N | 75 | 515 | 48 | 330 | 15 | 80 | ||
| 1050 | Szénacél | HR | 80 | 550 | 50 | 345 | 10 | 85 |
| SR | 82 | 565 | 70 | 485 | 6 | 86 | ||
| A | 68 | 470 | 38 | 260 | 18 | 74 | ||
| N | 75 | 540 | 50 | 345 | 12 | 82 | ||
| 1118 | Újrakénezett vagy újrafoszforozott, vagy Mindkettő, Szénacélok | HR | 50 | 345 | 35 | 240 | 25 | 55 |
| CW | 75 | 515 | 60 | 415 | 5 | 80 | ||
| SR | 70 | 485 | 55 | 380 | 8 | 75 | ||
| A | 80 | 345 | 30 | 205 | 25 | 55 | ||
| N | 55 | 380 | 35 | 240 | 20 | 60 | ||
| 1137 | Újrakénezett vagy újrafoszforozott, vagy Mindkettő, Szénacélok | HR | 70 | 485 | 40 | 275 | 20 | 75 |
| CW | 80 | 550 | 65 | 450 | 5 | 85 | ||
| SR | 75 | 515 | 60 | 415 | 8 | 80 | ||
| A | 65 | 450 | 35 | 240 | 22 | 72 | ||
| N | 70 | 485 | 43 | 295 | 15 | 75 | ||
| 4130 | ötvözött acélok | HR | 90 | 620 | 70 | 485 | 20 | 89 |
| SR | 105 | 725 | 85 | 585 | 10 | 95 | ||
| A | 75 | 515 | 55 | 380 | 30 | 81 | ||
| N | 90 | 620 | 60 | 415 | 20 | 89 | ||
| 4140 | ötvözött acélok | HR | 120 | 825 | 90 | 620 | 15 | 100 |
| SR | 120 | 825 | 100 | 690 | 10 | 100 | ||
| A | 80 | 550 | 60 | 415 | 25 | 85 | ||
| N | 120 | 825 | 90 | 620 | 20 | 100 | ||
HR - melegen hengerelt, CW - hidegen alakított, SR - feszültségmentesített, A - lágyított és N - normalizált.
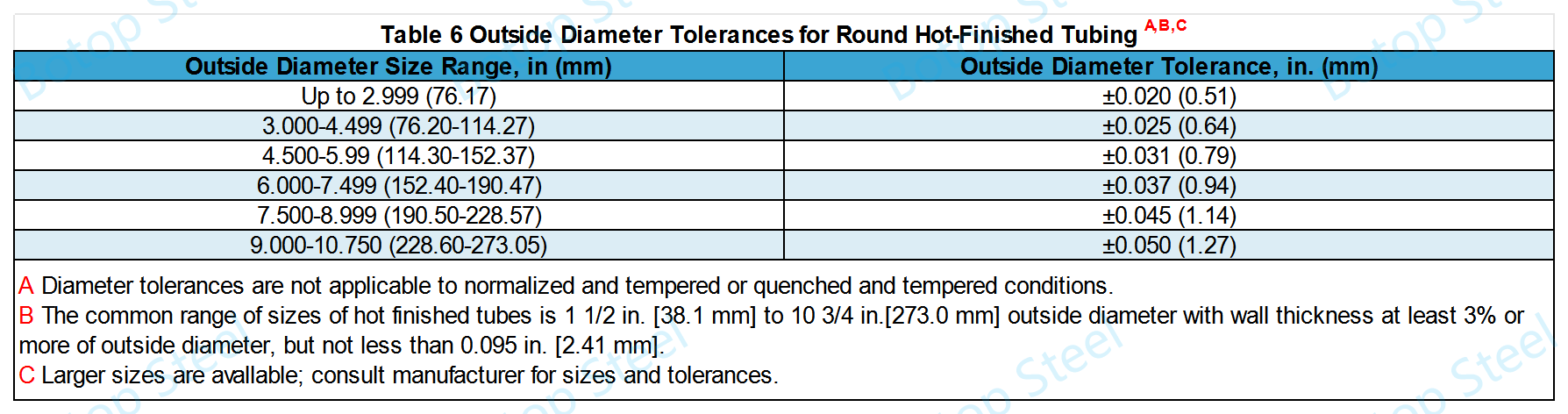
Külső átmérő toleranciája
6. táblázat Külső átmérő tűréseikerek, melegen készre csiszolt csövekhez
12. táblázat Külső átmérő tűréseiFöldi varrat nélküli csövek
| Méret Külső átmérő, hüvelykben.[mm] | Külső átmérő tűrései méretekhez és hosszúságokhoz, hüvelykben [mm] | |||
| Felett | Alatt | Felett | Alatt | |
| OD≤1 1/4 [31,8] | 0,003 [0,08] amikor L≤16ft[4.9m] | 0.000 | 0,004 [0,10] amikor L>4,9 m | 0.000 |
| 1 1/4 [31,8] < külső átmérő ≤2 [50,8] | 0,005 [0,13] amikor L≤16ft[4.9m] | 0.000 | 0,006 [0,15] amikor L>4,9 m | 0.000 |
| 2 [50,8] < OD ≤3 [76,2] | 0,005 [0,13] amikor L≤3,7 m | 0.000 | 0,006 [0,15] amikor L≤16ft[4.9m] | 0.000 |
| 3 [76,2] < OD ≤4 [101,6] | 0,006 [0,15] amikor L≤3,7 m | 0.000 | 0,006 [0,15] amikor L≤16ft[4.9m] | 0.000 |
Falvastagság-tűrés
7. táblázat Falvastagság-tűrésekkerek, melegen készre csiszolt csövekhez

10. táblázat Falvastagság-tűrésekhidegen alakított kerek csövekhez
| Falvastagság tartományok, mint Külső átmérő százaléka | Falvastagság tűréshatára a névleges érték felett és alatt, % | |
| OD≤1.499 hüvelyk [38.07 mm] | OD≥1.500 hüvelyk [38.10 mm] | |
| OD/Tömegtömeg ≤25 | 10.0 | 7.5 |
| OD/WT>25 | 12,5 | 10.0 |
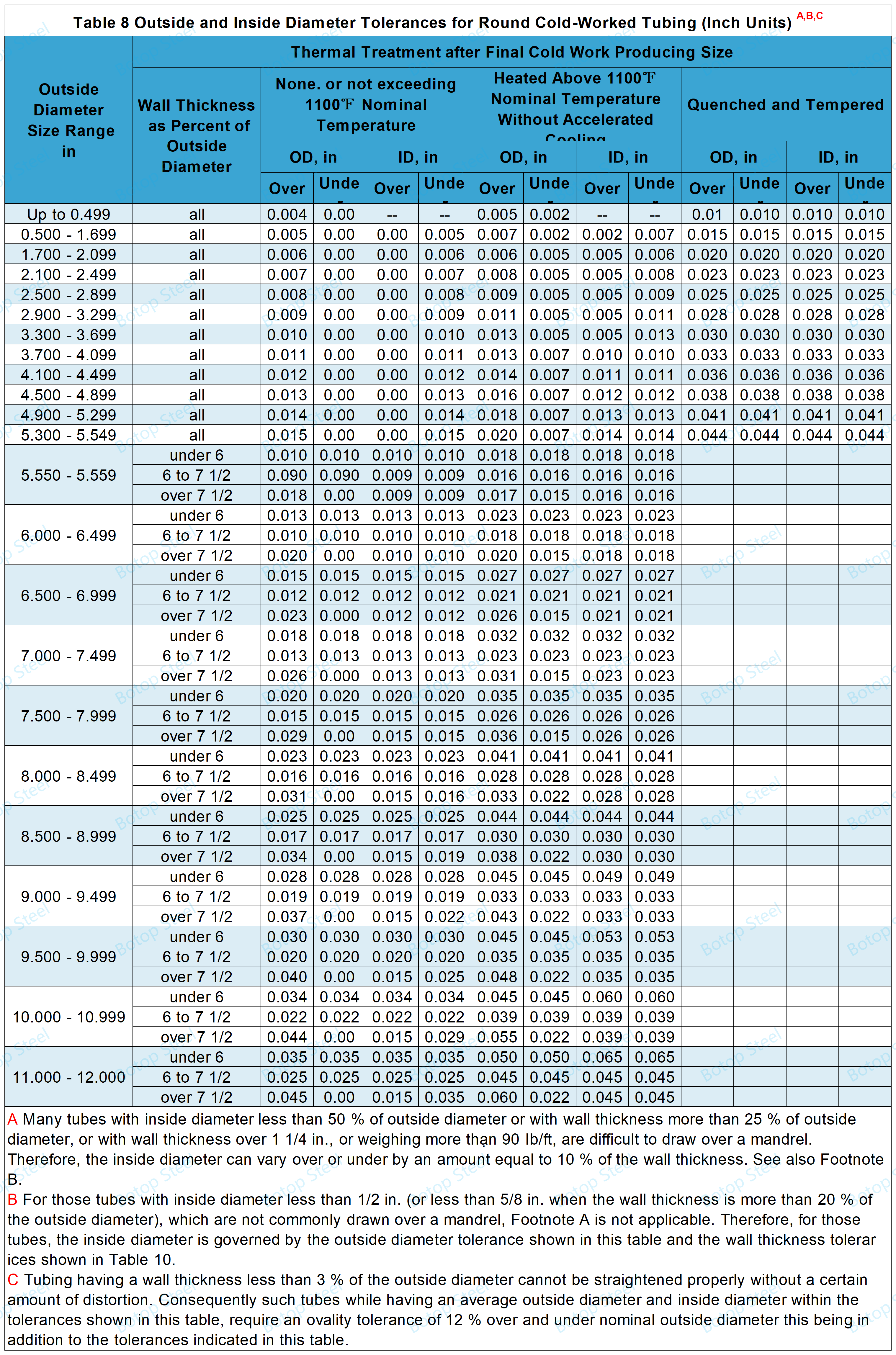
Külső és belső átmérő toleranciája
8. táblázat Külső és belső átmérő tűréseiHidegen alakított kerek csövek (hüvelykben)
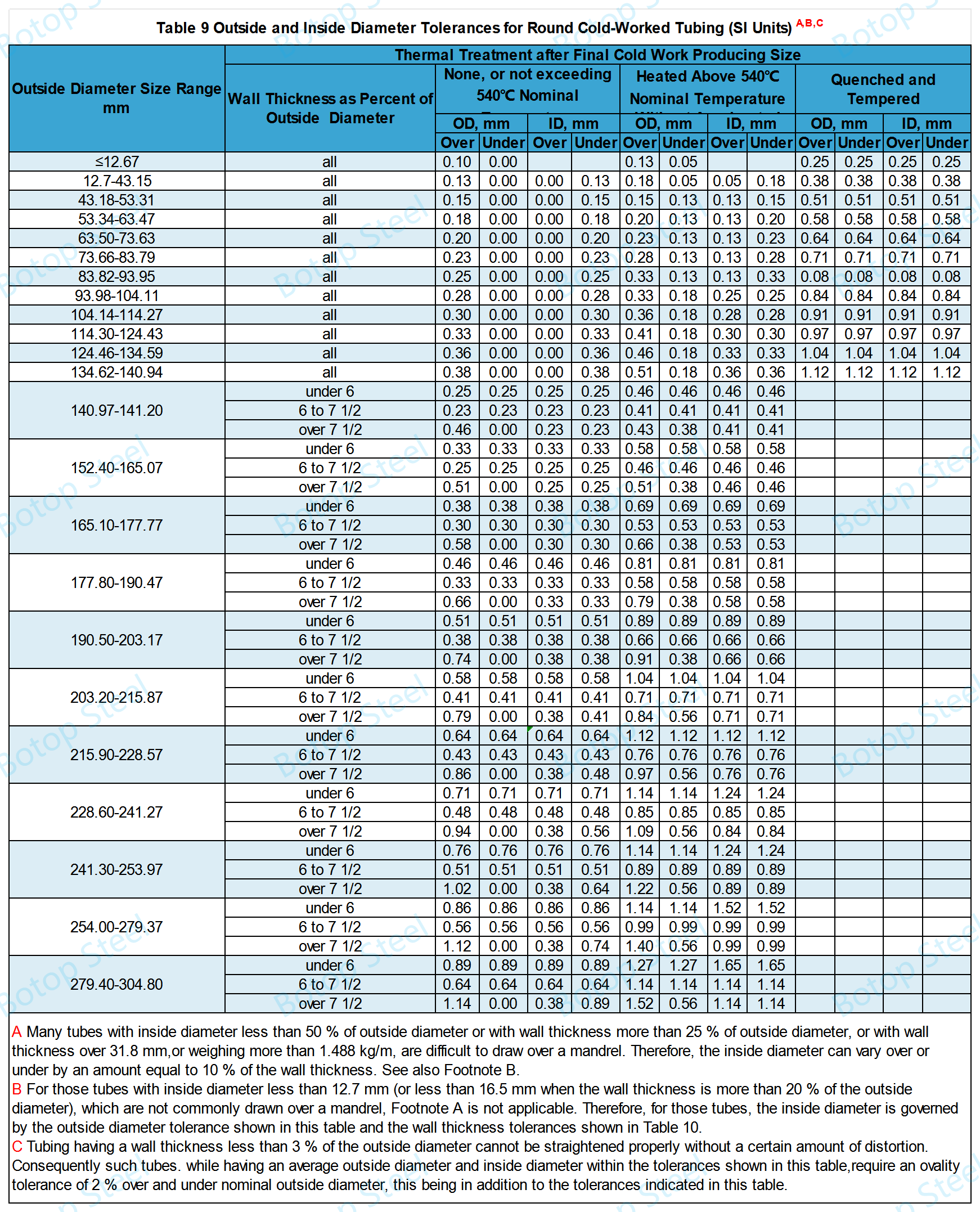
9. táblázat Külső és belső átmérő tűréseiHidegen alakított kerek csövekhez (SI-egységek)
Külső átmérő és falvastagság tolerancia
11. táblázat Külső átmérő és faltűrésekdurván esztergált varrat nélküli acélcsövekhez
| Megadott méret Külső átmérő, hüvelyk [mm] | Külső átmérő, hüvelyk [mm] | Falvastagság, % |
| <6 3/4 [171,4] | ±0,005 [0,13] | ±12,5 |
| 6 3/4 - 8 [171,4 - 203,2] | ±0,010 [0,25] | ±12,5 |
Hossz tolerancia
13. táblázat Hossztűrésekkerek, melegen vagy hidegen készre gyártott csövekhez

Egyenességi tolerancia
14. táblázat Egyenességi tűrésekvarratmentes kerek mechanikus csövekhez

A csövet öntés előtt olajfilmmel kell bevonni a rozsdásodás megelőzése érdekében.
Rozsdagátló olajat a cső belső és külső felületére is fel lehet vinni.
Repülés és repülőgépipar: kritikus alkatrészek, például repülőgép-hajtóművek és űrhajó-támogató rendszerek gyártása.
EnergiaiparFúróberendezések és nagynyomású kazáncsövek gyártása.
Gép- és berendezésgyártásAlapvető alkatrészek, amelyekből számos ipari gép és berendezés készül.
SportfelszerelésNagy teljesítményű kerékpárvázak és egyéb sportlétesítmények gyártása.
Építés és kivitelezés: épületek és nagynyomású környezetben alkalmazható alkalmazások szerkezeti tartóelemei.
1. EN 10297-1: E355, 25CrMo4, 42CrMo4 stb. Ezek az anyagok az ASTM A519 szabványban szereplő egyes szén- és ötvözött acélok egyenértékűinek tekinthetők.
2. DIN 1629: St52, St37.4 stb. Általában mechanikai és szerkezeti célokra használják, ezek hasonlóak az ASTM A519-ben szereplő lágyacél minőségekhez.
3. JIS G3445: STKM13A, STKM13B stb. Ezek szénacél csövek, amelyeket mechanikai és szerkezeti célokra használnak.
4. BS 6323:CFS 3, CFS 4, CFS 8 stb. Ezek varrat nélküli és hegesztett acélcsövek autóipari, gépészeti és általános mérnöki célokra.
5. GB/T 8162:20#, 45#, 40Cr, 20CrMo stb. Varrat nélküli acélcsövek általános szerkezethez és mechanikai szerkezethez.
6. Az ISO 683-17:100Cr6 stb. szabvány, amelyet általában csapágygyártásban használnak, a gépészetben is alkalmazható, és hasonló alkalmazási területekkel rendelkezik, mint az ASTM A519 egyes ötvözött acéljai.
Egyenértékű anyag kiválasztásakor fontos figyelembe venni a részletes kémiai összetételt és mechanikai tulajdonságokat, hogy megbizonyosodjon arról, hogy a kiválasztott anyag megfelel az adott alkalmazás teljesítménykövetelményeinek.
2014-es megalakulása óta a Botop Steel Észak-Kína vezető szénacél csőbeszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert. A vállalat szénacél csövek és kapcsolódó termékek széles választékát kínálja, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját.
Speciális termékei között kiváló minőségű ötvözetek és ausztenites rozsdamentes acélok is találhatók, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.















