
Zavarene čelične cijevi dijele se na:
Električno otporno zavarene cijevi(ERW),Spiralna čelična cijev(SSAW),Uzdužno zavarena cijev pod praškom(LSAW)
Veličina:
①ERW čelična cijev:
VO: 21,3 mm ~ 660 mm; WT: 1 mm ~ 17,5 mm; DULJINA: 0,5 m ~ 22 m
②LSAW čelična cijev:
VO: 406 mm ~ 1422 mm; WT: 6,4 mm ~ 44,5 mm; DULJINA: 5 m ~ 12 m
③SSAW čelična cijev:
OD: 219,1 mm ~ 3500 mm; ŠIRINA: 6 mm ~ 25 mm (do 1''); DULJINA: 6 m ~ 18 m, SRL, DRL
Standard i ocjena:
ASTM A53, stupanj A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Opis
Zavarena čelična cijev izrađuje se pomoću ravnih čeličnih ploča ili čeličnih traka, a njezin proizvodni proces stvara šavove u njezinom tijelu. Točnije, kada se proizvode zavarene čelične cijevi, čelična ploča ili traka se savija i potom zavaruje u kružni, tradicionalni oblik cijevi ili kvadratni oblik. LSAW cijevi, SSAW cijevi i ERW cijevi su zavarene čelične cijevi i klasificiraju se na temelju metode zavarivanja. Na primjer, LSAW cijev je uzdužno zavarena, a SSAW cijev je spiralno zavarena. ERW cijev je zavarena električnim otporom, što rezultira šavom koji ide paralelno duž tijela cijevi.
▇ ▍ERW čelične cijevi
Visokofrekventno zavarene cijevi su uglavnom ravno prorezane, ali ravno prorezane zavarene čelične cijevi nisu nužno visokofrekventno zavarene. Visokofrekventna ravno prorezana čelična cijev zavarena električnim otporom nastaje skin efektom i efektom blizine visokofrekventne struje nakon što se toplo valjana ploča zavojnice oblikuje strojem za oblikovanje, a rub cijevi se zagrijava i topi, a zavarivanje pod tlakom se izvodi pod djelovanjem preša za postizanje proizvodnje. Visokofrekventno zavarena čelična cijev otporom razlikuje se od uobičajenog postupka zavarivanja zavarenih cijevi. Zavar je izrađen od osnovnog materijala tijela čelične trake, a mehanička čvrstoća je bolja od one kod opće zavarene cijevi. Površina je glatka, visoke preciznosti, niske cijene i ima malu visinu zavarenog šava, što je korisno za premaz 3PE antikorozivnog premaza.
▇ ▍LSAW čelične cijevi
Uzdužno zavarivanje pod praškom proizvodi se korištenjem jedne srednje debele i debele ploče kao sirovine, prešanjem (valjanjem) čelične ploče u kalupu ili stroju za oblikovanje u cijevni prazan komad, korištenjem dvostranog zavarivanja pod praškom i proširivanjem promjera. Količina pomicanja čelične ploče može se automatski podesiti prema različitim vrstama čelika, debljinama stijenki i širinama ploče. Istovremeno, funkcija kompenzacije deformacije učinkovito izbjegava negativne učinke deformacije kalupa na oblikovanje i osigurava ravnost pune duljine čelične ploče tijekom procesa prešanja. Korak pomicanja je ujednačen tijekom oblikovanja, osiguravajući zaobljenost cijevi i ravnost ruba zavara. Gotov proizvod ima širok raspon specifikacija, a zavar ima dobru žilavost, plastičnost, ujednačenost i kompaktnost. Ima prednosti velikog promjera cijevi, debljine stijenke cijevi, otpornosti na visoki tlak, otpornosti na niske temperature i jake otpornosti na koroziju.
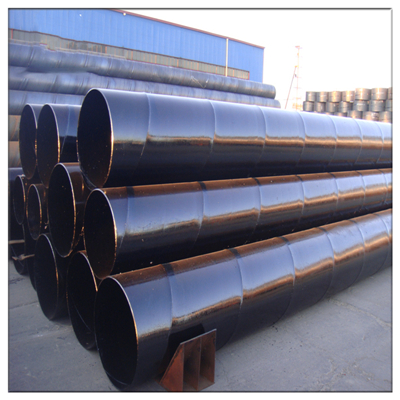
▇ ▍SSAW čelične cijevi
Spiralno zavarena cijev (SSAW cijev, također nazvana HSAW cijev). Cijev se oblikuje tehnologijom spiralnog zavarivanja pod praškom. Spiralno zavarene cijevi oblikuju se korištenjem užih ploča ili toplo valjanih zavojnica, što značajno smanjuje njihove troškove proizvodnje. Linija zavarivanja ima oblik spirale. Spiralni postupak zavarivanja omogućuje proizvodnju cijevi velikog promjera pogodnih za transport velikih količina nafte i plina. Neke SSAW cijevi su povijesno bile ograničene na primjenu niskog tlaka.


Vrijeme objave: 16. listopada 2023.