



JIS G 3444: Cijevi od ugljičnog čelika za opću konstrukciju.
Specificira zahtjeve za cijevi od ugljičnog čelika koje se koriste u građevinarstvu i konstrukciji, kao što su čelični tornjevi, skele, temeljni piloti, temeljni piloti i protuklizni piloti.
STK 400Čelična cijev je jedna od najčešćih vrsta, s mehaničkim svojstvimaminimalna vlačna čvrstoća od 400 MPai jedanminimalna granica razvlačenja od 235 MPa. Njegova dobra strukturna čvrstoća i izdržljivostčine ga prikladnim za mnoge različite primjene.
Prema minimalnoj vlačnoj čvrstoći, čelične cijevi se dijele u 5 klasa, a to su:
STK 290, STK 400, STK 490, STK 500, STK 540.
Opća namjena Vanjski promjer: 21,7-1016,0 mm;
Temeljni piloti i piloti za suzbijanje klizišta vanjski promjer: ispod 318,5 mm.
| Simbol ocjene | Simbol proizvodnog procesa | |
| Proces proizvodnje cijevi | Metoda završne obrade | |
| STK 290 | Bešavne: S Električno otporno zavareno: E Sučeono zavareno: B Automatsko elektrolučno zavarivanje: A | Vruća dorada: H Hladno dorađeno: C Kao zavareno električnim otporom: G |
| STK 400 | ||
| STK 490 | ||
| STK 500 | ||
| STK 540 | ||
Cijevi se moraju proizvoditi kombinacijom naznačene metode proizvodnje cijevi i metode završne obrade.
Točnije, mogu se kategorizirati u sljedećih sedam vrsta, stoga odaberite odgovarajuću vrstu prema različitim potrebama:
1) Vruće obrađena bešavna čelična cijev: -SH
2) Hladno obrađena bešavna čelična cijev: -SC
3) Kao čelična cijev zavarena električnim otporom: -EG
4) Vruće obrađena čelična cijev zavarena električnim otporom: -EH
5) Hladno obrađena čelična cijev zavarena električnim otporom: -EC
6) Čelične cijevi zavarene sučeonim zavarivanjem: -B
7) Automatski elektrolučno zavarene čelične cijevi: -A
Automatski elektrolučno zavarene čelične cijevi uključuju postupak SAW zavarivanja.
SAW se može podijeliti naLSAW(SAWL) i SSAW (HSAW (Higher Scientific Appliance)).
Sljedeći je dijagram toka proizvodnje čeličnih cijevi SSAW:

| Kemijski sastava% | |||||
| Simbol ocjene | C (ugljik) | Si (Silicij) | Mn (mangan) | P (fosfor) | S (Sumpor) |
| maksimum | maksimum | maksimum | maksimum | ||
| STK 400 | 0,25 | — | — | 0,040 | 0,040 |
| aElementi legure koji nisu uključeni u ovu tablicu i elementi označeni s „—“ mogu se dodati po potrebi. | |||||
STK 400je niskougljični čelik s dobrom zavarivošću i obradivošću za konstrukcijske primjene koje zahtijevaju zavarivanje. Fosfor i sumpor kontroliraju se na niskim razinama kako bi se održala ukupna žilavost i obradivost materijala. Iako nisu navedene specifične vrijednosti za silicij i mangan, mogu se prilagoditi unutar dopuštenih granica kako bi se dodatno optimizirala svojstva čelika.
Vlačna čvrstoća i granica razvlačenja ili granica dokazivanja
Vlačna čvrstoća zavara primjenjuje se na automatski elektrolučno zavarene cijevi. To je SAW postupak zavarivanja.
| Simbol ocjene | Vlačna čvrstoća | Granica razvlačenja ili granica dokazivanja | Vlačna čvrstoća u zavaru |
| N/mm² (MPA) | N/mm² (MPA) | N/mm² (MPA) | |
| min | min | min | |
| STK 400 | 400 | 235 | 400 |
Istezanje prema JIS G 3444
Istezanje koje odgovara metodi proizvodnje cijevi prikazano je u Tablici 4.
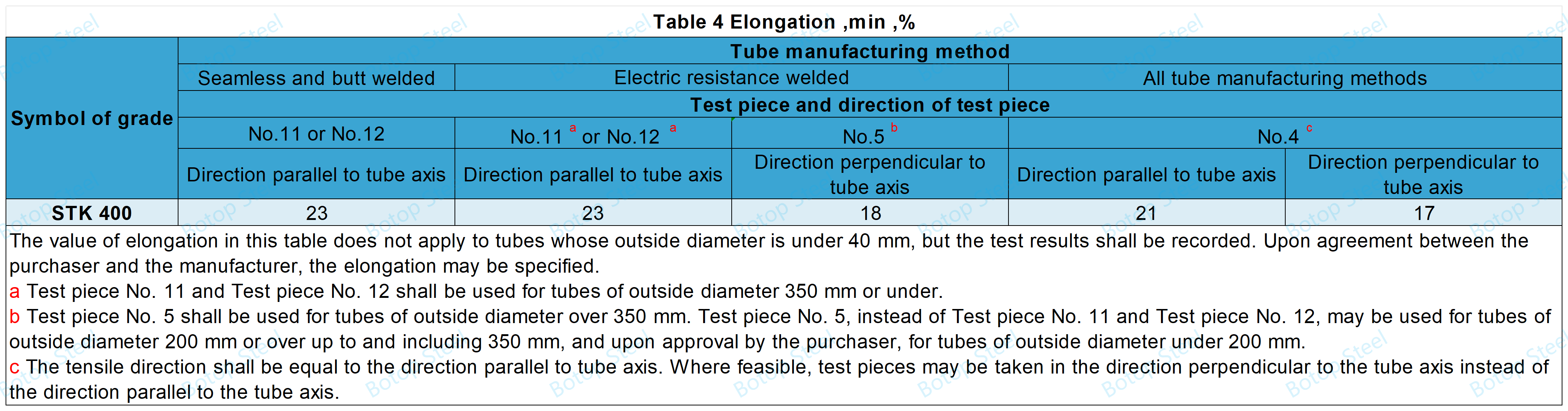
Međutim, kada se ispitivanje vlačnom čvrstoćom provodi na ispitnom uzorku br. 12 ili ispitnom uzorku br. 5 uzetom iz cijevi debljine stijenke manje od 8 mm, izduženje mora biti u skladu s Tablicom 5.

Na sobnoj temperaturi (5 °C do 35 °C) postavite uzorak između dvije ravne ploče i čvrsto pritisnite da ih spljoštite dok udaljenost H ≤ 2/3D između ploča ne bude veća, a zatim provjerite ima li pukotina na uzorku.
Na sobnoj temperaturi (5 °C do 35 °C), savijte uzorak oko cilindra pod minimalnim kutom savijanja od 90° i maksimalnim unutarnjim radijusom ne većim od 6D te provjerite ima li uzorka pukotina.
Hidrostatička ispitivanja, nerazorna ispitivanja zavara ili druga ispitivanja moraju se unaprijed dogovoriti na temelju relevantnih zahtjeva.
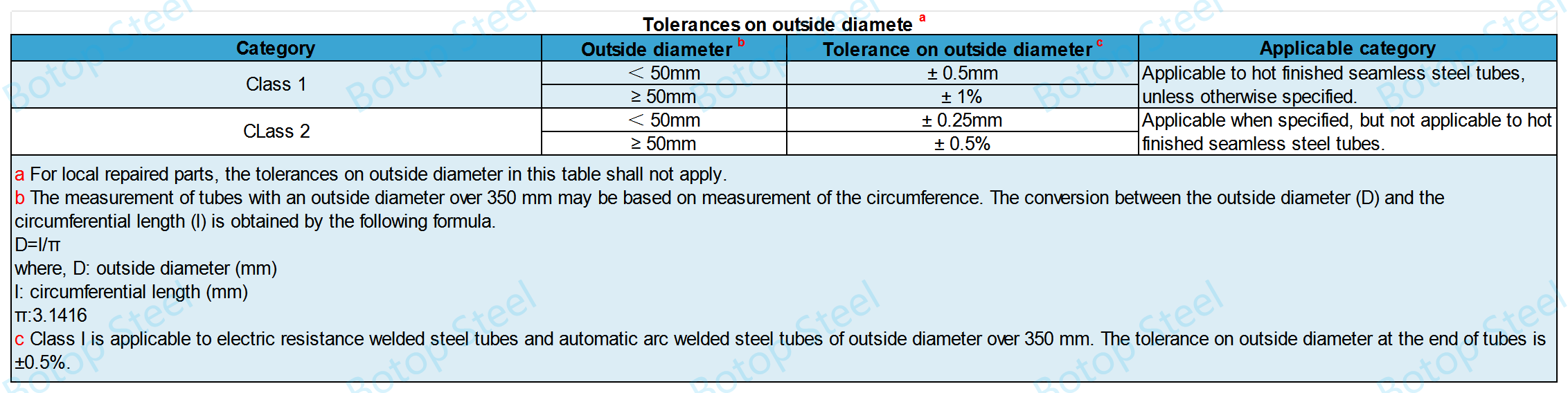
Tolerancija vanjskog promjera
Tolerancija debljine stijenke

Tolerancija duljine
Duljina ≥ specificirana duljina
Unutarnje i vanjske površine čeličnih cijevi moraju biti glatke i bez nedostataka koji nepovoljno utječu na uporabu.
Svaka čelična cijev mora biti označena sljedećim informacijama.
a)Simbol ocjene.
b)Simbol za metodu proizvodnje.
c)Dimenzije.Vanjski promjer i debljina stijenke moraju biti označeni.
d)Naziv ili kratica proizvođača.
Kada je označavanje cijevi teško zbog malog vanjskog promjera ili kada to zatraži kupac, oznaka se može nanijeti na svaki snop cijevi na odgovarajući način.
Antikorozivni premazi poput premaza bogatih cinkom, epoksidnih premaza, premaza boja itd. mogu se nanositi na vanjske ili unutarnje površine.


STK 400 nudi dobru ravnotežu čvrstoće i ekonomičnosti, što ga čini idealnim za mnoge inženjerske i građevinske projekte.
Čelične cijevi STK 400 se često koriste u građevinskoj industriji i posebno su prikladne za upotrebu kao konstrukcijski elementi poput stupova, greda ili okvira u poslovnim i stambenim zgradama.
Također je pogodan za mostove, potporne konstrukcije i druge projekte koji zahtijevaju srednju čvrstoću i trajnost.
Također se može koristiti za izgradnju zaštitnih ograda za ceste, okvira prometnih znakova i drugih javnih objekata.
U proizvodnji se STK 400 može koristiti za izradu okvira i potpornih konstrukcija za strojeve i opremu zbog svoje dobre nosivosti i obradivosti.
Imajte na umu da iako su ovi standardi slični u primjeni i performansama, mogu postojati manje razlike u specifičnom kemijskom sastavu i određenim parametrima mehaničkih svojstava.
Prilikom zamjene materijala, specifične zahtjeve standarda treba detaljno usporediti kako bi se osiguralo da odabrani materijali zadovoljavaju specifične tehničke i sigurnosne standarde projekta.
Od svog osnutka 2014. godine, Botop Steel je postao vodeći dobavljač cijevi od ugljičnog čelika u sjevernoj Kini, poznat po izvrsnoj usluzi, visokokvalitetnim proizvodima i sveobuhvatnim rješenjima.
Tvrtka nudi razne cijevi od ugljičnog čelika i srodne proizvode, uključujući bešavne, ERW, LSAW i SSAW čelične cijevi, kao i kompletnu liniju cijevnih spojnica i prirubnica.
Njegovi specijalizirani proizvodi također uključuju visokokvalitetne legure i austenitne nehrđajuće čelike, prilagođene zahtjevima različitih projekata cjevovoda.









