
Tubos de aceiro JIS G 3456Os tubos de aceiro ao carbono son axeitados principalmente para o seu uso en contornas de servizo con diámetros exteriores entre 10,5 mm e 660,4 mm a temperaturas superiores a 350 ℃.

Botóns de navegación
Clasificación de graos JIS G 3456
Materias primas
Procesos de fabricación JIS G 3456
Extremo do tubo
Tratamento quente
Compoñentes químicos de JIS G 3456
Proba de tracción de JIS G 3456
Experimento de aplanamento
Proba de flexibilidade
Proba hidráulica ou proba non destrutiva (END)
Táboa de pesos de tubaxes e listaxes de tubaxes de JIS G 3456
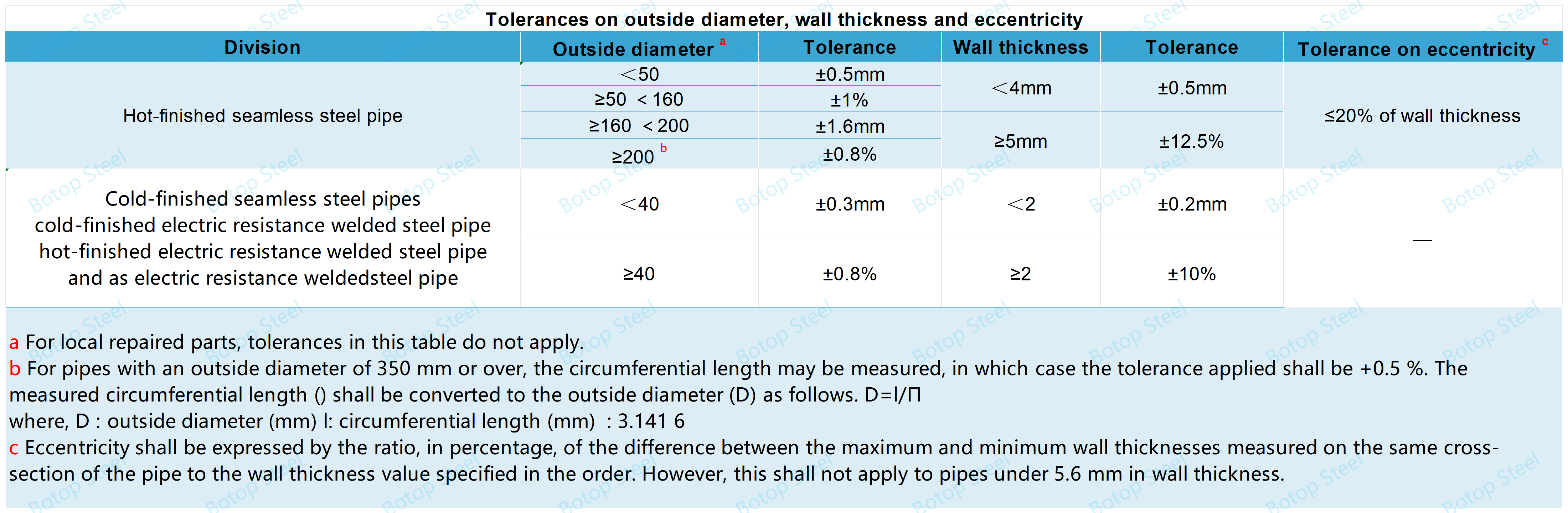
Tolerancias dimensionais
Aparencia
Marcado JIS G 3456
Aplicacións de tubos de aceiro JIS G 3456
Normas relacionadas con JIS G 3456
Os nosos produtos relacionados
Clasificación de graos JIS G 3456
A norma JIS G 3456 ten tres graos segundo a resistencia á tracción da tubaxe.
STPT370, STPT410 e STPT480
Representan tubos cunha resistencia á tracción mínima de 370, 410 e 480 N/mm² (MPa) respectivamente.
Materias primas
As tubaxes fabricaranse con aceiro calmado.
O aceiro calmado é un tipo especial de aceiro caracterizado pola adición de elementos específicos, como o aluminio e o silicio, durante o proceso de fusión para absorber e unir o osíxeno e outras impurezas nocivas no aceiro.
Este proceso elimina eficazmente os gases e as impurezas, mellorando así a pureza e a uniformidade do aceiro.
Procesos de fabricación JIS G 3456
Producido empregando unha combinación axeitada de procesos de fabricación de tubos e métodos de acabado.
| Símbolo de grao | Símbolo do proceso de fabricación | ||
| Proceso de fabricación de tubos | Método de acabado | Marcado | |
| STPT370 STPT410 STPT480 | Sen fisuras:S | Acabado en quente:H Acabado en frío:C | Como se indica no punto b) do punto 13. |
| Soldadura por resistencia eléctrica:E Soldadura a tope:B | Acabado en quente:H Acabado en frío:C Como soldado por resistencia eléctrica:G | ||
ParaSTPT 480tubo de calidade superior, só se utilizarán tubos de aceiro sen costura.
Se se emprega soldadura por resistencia, débense eliminar as soldaduras das superficies interior e exterior do tubo para obter unha soldadura lisa.
Extremo do tubo
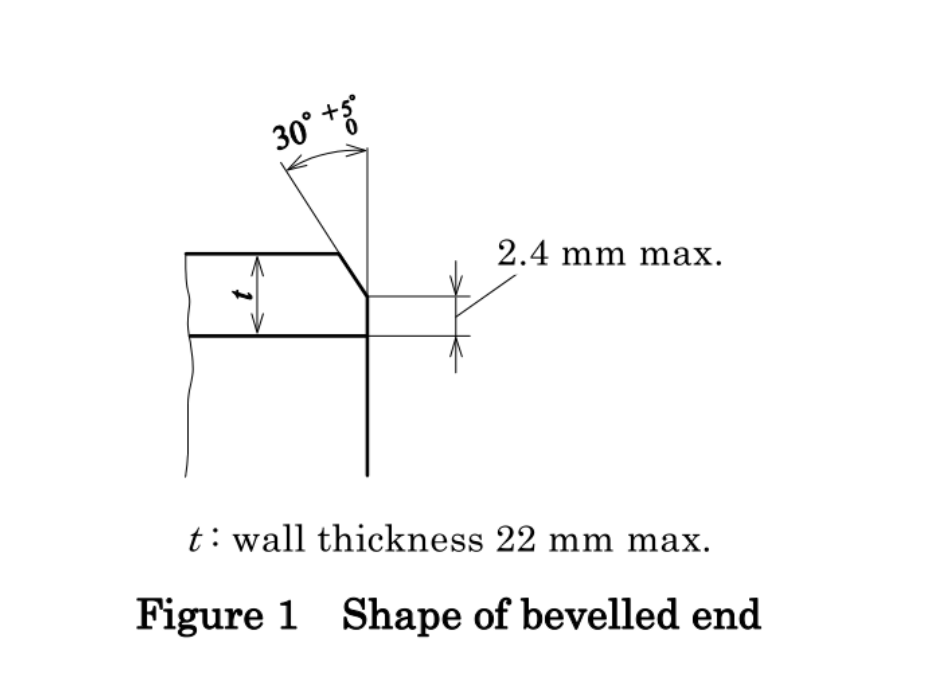
O tubo debería estarextremo plano.
Se se require que o tubo sexa procesado nun extremo biselado, para tubos de aceiro de espesor de parede ≤ 22 mm, o ángulo do bisel é de 30-35°, a anchura do bisel do bordo do tubo de aceiro: é como máximo de 2,4 mm.
Espesor de parede superior a 22 mm de tubo de aceiro con extremo inclinado, xeralmente procesado como un bisel composto, a aplicación das normas pode referirse aos requisitos pertinentes da norma ASME B36.19.
Tratamento quente
Seleccionar o proceso de tratamento térmico axeitado segundo o grao e o proceso de fabricación.

Compoñentes químicos de JIS G 3456
Probas de composición química
O método de análise térmica deberá axustarse á norma JIS G 0320.
O método de análise do produto deberá axustarse á norma JIS G 0321.
| Símbolo de grao | C(Carbono) | Si(Silicio) | Mn(Manganeso) | P(Fósforo) | S(Xofre) |
| máximo | máximo | máximo | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Tolerancias para a composición química
As tubaxes de aceiro sen soldadura estarán suxeitas ás tolerancias da táboa 3 da norma JIS G 0321.
As tubaxes de aceiro soldadas por resistencia estarán suxeitas ás tolerancias da táboa 2 da norma JIS G 0321.
Proba de tracción de JIS G 3456
Métodos de ensaio: Os métodos de ensaio deberán axustarse ás normas JIS Z.2241.
A tubaxe deberá cumprir os requisitos dados na Táboa 4 en canto a resistencia á tracción, límite elástico e alongamento.
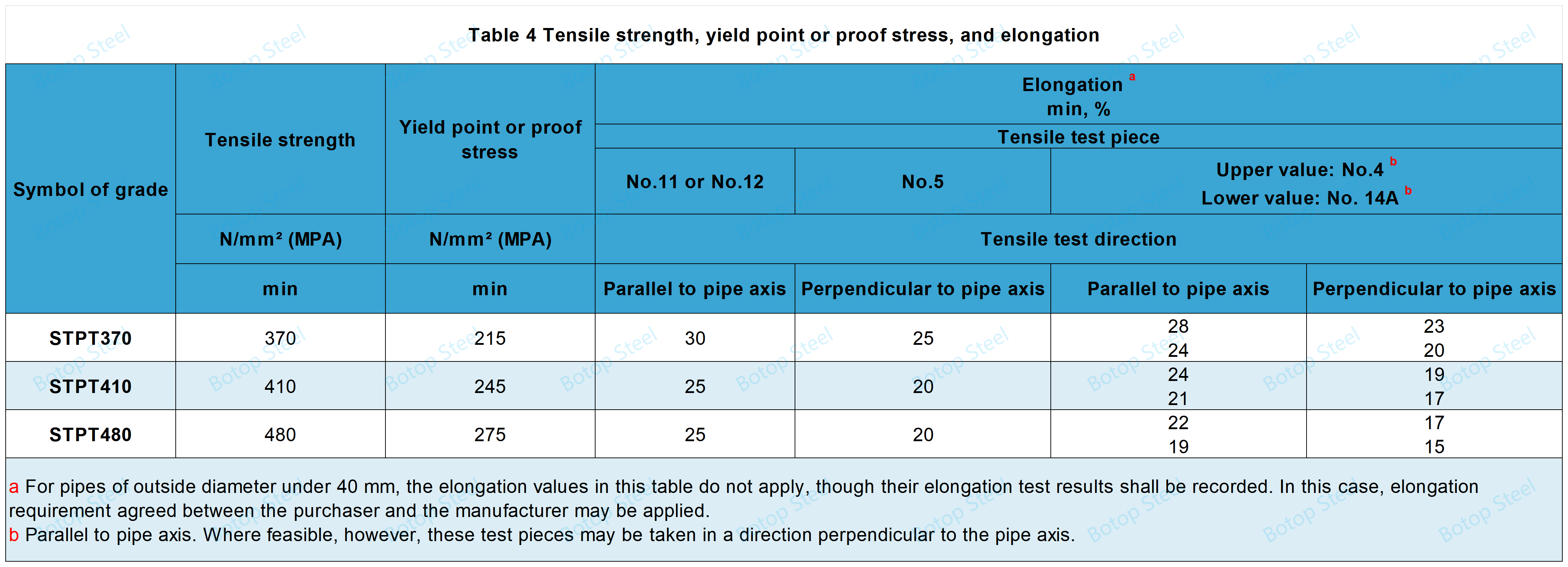
A probeta empregada deberá ser do n.º 11, n.º 12 (n.º 12A, n.º 12B ou n.º 12C), n.º 14A, n.º 4 ou n.º 5 especificado na norma JIS Z 2241.
O diámetro da peza de ensaio n.º 4 será de 14 mm (lonxitude do calibre 50 mm).
As probetas n.º 11 e n.º 12 tomaranse paralelas ao eixe do tubo,
Probetas n.º 14A e n.º 4, xa sexa paralelas ou perpendiculares ao eixe do tubo,
e a peza de proba n.º 5, perpendicular ao eixe do tubo.
A peza de ensaio n.º 12 ou n.º 5 tomada do tubo de aceiro soldado por resistencia eléctrica non debe conter a soldadura.
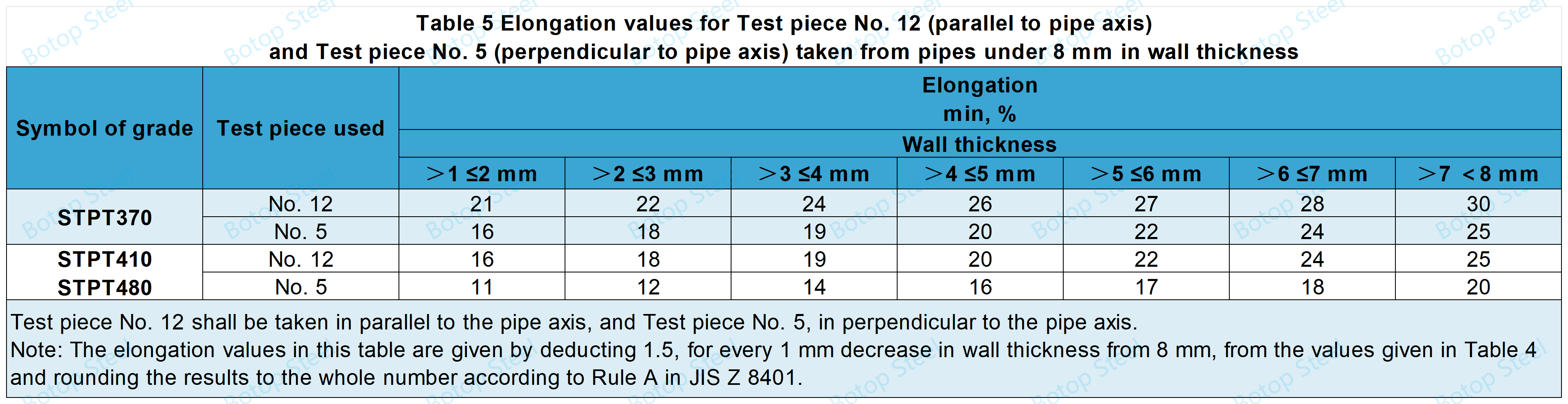
Para a proba de tracción de tubaxes de menos de 8 mm de espesor realizada coa peza de proba n.º 12 ou a peza de proba n.º 5, aplicarase o requisito de alongamento indicado na táboa 5.
Experimento de aplanamento
A temperatura ambiente (5 °C - 35 °C), aplanar a mostra entre dúas plataformas ata quea distancia (H) entre eles alcance o valor especificado e logo comprobe se hai gretas.
H=(1+e)t/(e+t/D)
нdistancia entre as placas (mm)
t: espesor da parede do tubo (mm)
D: diámetro exterior do tubo (mm)
е: constante definida para cada grao de tubaxe:
0,08 para STPT370,
0,07 para STPT410 e STPT480
Proba de flexibilidade
A curvabilidade aplícase a tubos cun diámetro exterior de 60,5 mm ou menos.
Método de proba A temperatura ambiente (de 5 °C a 35 °C), dóbrese a peza de proba arredor do mandril ata que o raio interior sexa 6 veces o diámetro exterior do tubo e comprobe se hai gretas. Nesta proba, a soldadura debe estar situada aproximadamente a 90 ° da parte máis externa da curva.
A proba de curvabilidade tamén se pode realizar de acordo co requisito de que o radio interior sexa catro veces o diámetro exterior do tubo e o ángulo de curvatura sexa de 180°.
Proba hidráulica ou proba non destrutiva (END)
Deberase realizar unha proba hidráulica ou unha proba non destrutiva en cada tubaxe.
Proba hidráulica
Manteña a tubaxe polo menos á presión mínima de proba hidráulica especificada durante polo menos 5 segundos e observe que a tubaxe sexa capaz de soportar a presión sen fugas.
O tempo hidráulico especifícase segundo a programación de tubos de aceiro.
| Táboa 6 Presión mínima de proba hidráulica | ||||||||||
| Espesor nominal da parede | Número de horario: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Presión mínima de proba hidráulica, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Ensaio non destrutivo
Se se emprega inspección por ultrasóns, os sinais das mostras de referencia que conteñen estándares de referencia de tipo UD, segundo o especificado en JIS G 0582, utilizaranse como niveis de alarma; calquera sinal da tubaxe igual ou superior ao nivel de alarma rexeitarase. Ademais, a profundidade mínima dos rebaixes cadrados para probar tubaxes, que non sexan de acabado en frío, será de 0,3 mm.
Se se emprega a inspección por correntes de Foucault, débense usar como nivel de alarma os sinais dun estándar de referencia de tipo EY segundo o especificado en JIS G 0583; calquera sinal procedente da tubaxe igual ou superior ao nivel de alarma será motivo de rexeitamento.
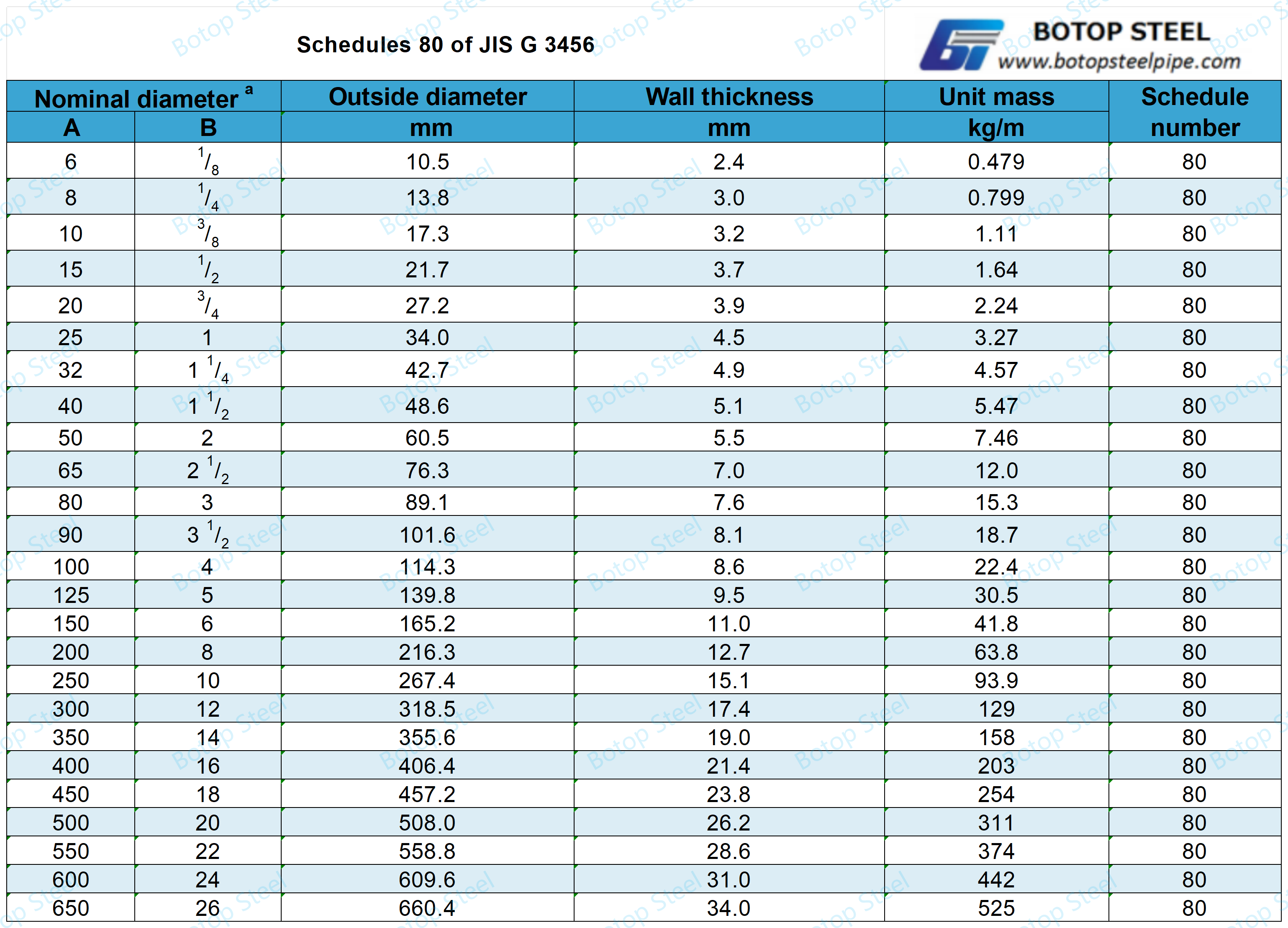
Táboa de pesos de tubaxes e listaxes de tubaxes de JIS G 3456
Fórmula de cálculo do peso do tubo de aceiro
Supoña unha densidade de 7,85 g/cm³ para o tubo de aceiro e arredondee o resultado a tres cifras significativas.
W=0,02466t(Dt)
W: unidade de masa da tubaxe (kg/m)
tespesor da parede do tubo (mm)
D: diámetro exterior do tubo (mm)
0,02466: factor de conversión para obter W
Táboa de peso de tubos
As táboas e as programacións de pesos de tubaxes son referencias importantes que se empregan habitualmente na enxeñaría de tubaxes.
Horarios de tubaxes
Unha táboa de especificacións é unha combinación estandarizada do grosor da parede e o diámetro nominal dunha tubaxe.
Os tubos de aceiro de programación 40 e programación 80 úsanse amplamente na industria e na construción. Son tamaños de tubos comúns con diferentes grosores de parede e capacidades para diferentes escenarios de aplicación.
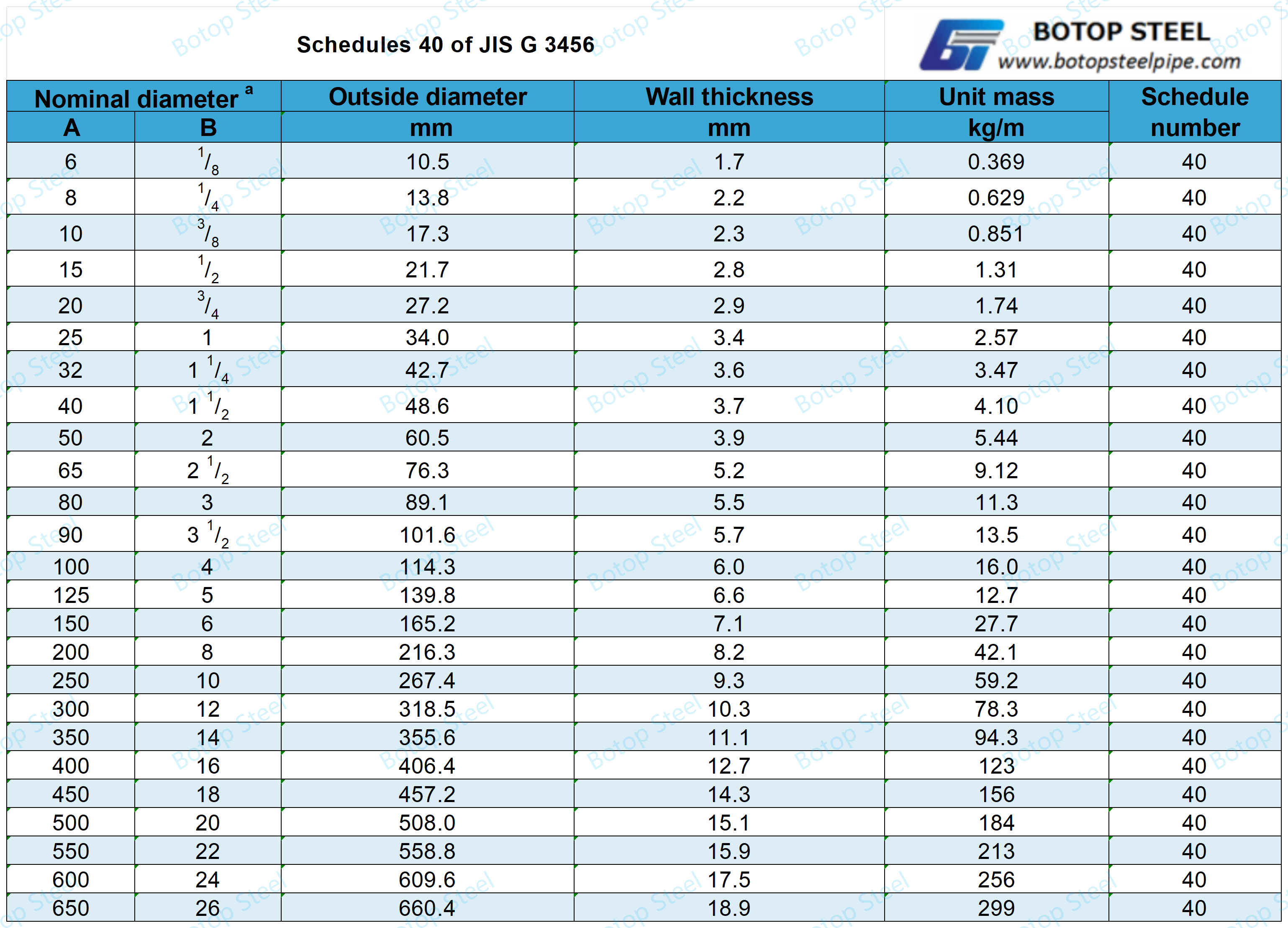
Se queres saber máis sobre otáboa de pesos de tubos e programación de tubosno estándar, podes premer para comprobalo!
Tolerancias dimensionais
Aparencia
As superficies internas e externas da tubaxe deberán ser lisas e libres de defectos desfavorables para o seu uso.
A tubaxe debe ser recta, cos extremos perpendiculares ao eixe da tubaxe.
As tubaxes pódense reparar mediante esmerilado, mecanizado ou outros métodos, pero o grosor da parede reparada debe permanecer dentro das tolerancias especificadas e a superficie reparada debe ter un perfil liso.
O grosor da parede da tubaxe reparada manterase dentro das tolerancias especificadas e a superficie da tubaxe reparada deberá ter un perfil liso.
Marcado JIS G 3456
Cada tubaxe que supere a inspección debe etiquetarse coa seguinte información. Pódense usar etiquetas en feixes de tubaxes de diámetro pequeno.
a) Símbolo de grao
b) Símbolo do proceso de fabricación
O símbolo do proceso de fabricación será o seguinte. Os guións poden substituírse por espazos en branco.
Tubo de aceiro sen costura acabado en quente: -SH
Tubo de aceiro sen costura acabado en frío: -SC
Como tubo de aceiro soldado por resistencia eléctrica:-EG
Tubo de aceiro soldado por resistencia eléctrica con acabado en quente: -EH
Tubo de aceiro soldado por resistencia eléctrica con acabado en frío: -EC
c) Dimensións, expresado por diámetro nominal × grosor nominal da parede ou diámetro exterior × grosor da parede.
d) Nome do fabricante ou marca identificativa
Exemplo:BOTOP JIS G 3456 SH STPT370 50A×SHC40 CALOR NO.00001
Aplicacións de tubos de aceiro JIS G 3456
O tubo de aceiro JIS G 3456 úsase normalmente para equipos e sistemas de tubaxes en ambientes de alta temperatura e alta presión, como en caldeiras, intercambiadores de calor, tubaxes de vapor de alta presión, centrais térmicas, plantas químicas e fábricas de papel.
Normas relacionadas con JIS G 3456
As seguintes normas son aplicables a tubaxes en ambientes de alta temperatura e alta presión e pódense usar como alternativa á norma JIS G 3456.
ASTM A335/A335M: aplicable a tubos de aceiro de aliaxe
DIN 17175: para tubos de aceiro sen costura
EN 10216-2: para tubos de aceiro sen costura
GB 5310: aplicable a tubos de aceiro sen costura
ASTM A106/A106M: Tubos de aceiro ao carbono sen costura
ASTM A213/A213M: Tubos e tubaxes sen costura de aceiro de aliaxe e aceiro inoxidable
EN 10217-2: Apto para tubos e tubaxes soldados
ISO 9329-2: Tubos e tubaxes de aceiro ao carbono e de aliaxe sen costura
NFA 49-211: para tubos e tubaxes de aceiro sen costura
BS 3602-2: para tubos e accesorios de aceiro ao carbono sen costura
Os nosos produtos relacionados
Somos un fabricante e provedor de tubos de aceiro ao carbono soldados de alta calidade de China, e tamén un distribuidor de tubos de aceiro sen costura, ofrecéndoche unha ampla gama de solucións de tubos de aceiro! Se queres obter máis información sobre os produtos de tubos de aceiro, podes contactar connosco.
Etiquetas: JIS G 3456, SPTP370, STPT410, STPT480, STPT, provedores, fabricantes, fábricas, distribuidores, empresas, venda por xunto, compra, prezo, cotización, a granel, á venda, custo.
Data de publicación: 29 de abril de 2024