
| Nome do produto | Tubo de aceiro carbono sen costura / aceiro MS |
| Estándar | ASTM A106, ASTM A53, API 5L Gr. B, DIN17175, DIN1629 |
| Diámetro exterior: | 13,7 mm-762 mm |
| Grosor da parede | 2 mm-80 mm |
| Tolerancia ao diafragma | Control dentro do estándar, OD: +-1%, WT: +-10% |
| Materiais | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspección | ISO, BV, SGS, MTC |
| Embalaxe | Pintura/verniz 3LPE/3PP/FBE/NEGRO e embalaxe en tiras de aceiro, embalaxe estándar de exportación apta para navegación ou segundo sexa necesario |
| capacidade de subministración | 1000 toneladas métricas/mes |
| MOQ | 5 toneladas métricas, pedido de mostra aceptado |
| Tempo de envío | Dentro de 7-10 días laborables despois de recibir o depósito ou a carta de crédito |
| Pagamentos | T/T, LC |
| Capacidade | 250.000 toneladas/ano |
API 5L Gr. X52NS PSL 2Os tubos de aceiro sen costura segundo as normas IPS-M-PI-190(3) e NACE MR-01-75 úsanse sempre en ambientes ácidos, especialmente en campos de petróleo e gas con gas rico en H2S e CO2.



Os tubos de aceiro sen soldadura API 5L X52NS PSL 2 segundo as normas IPS-M-PI-190(3) e NACE MR-01-75 para servizo ácido deben someterse a un tratamento térmico despois da produción. Ademais, deben someterse ás probas HIC e SSC.
Grao e composición química (%)Para API 5LPSL2
| Estándar |
| Composición química(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤0,10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0,39
Nb+V+Ti≤0,15%
Nb+V≤0,06%
Cando se realiza a análise química do produto, dúas análises por cada calor de aceiro tomadas de elementos de produto separados
Propiedades mecánicas de API 5LX52NSTubo de aceiro sen costura PSL 2 segundo IPS-M-PI-190(3) eNACE MR-01-75 para servizo de alcoholemia:
| Resistencia ao rendemento(MPa) | Resistencia á tracción(MPa) | Alongamento A% |
| MPa | MPa | Alongamento (mín.) |
| 36O-530MPa | 460-760 MPa | 20 |
Proba de flexión
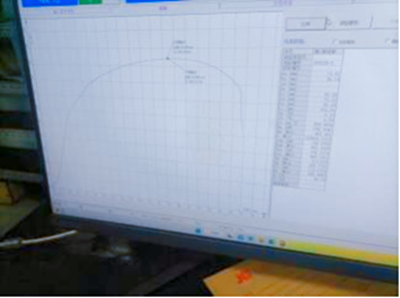
Proba de propiedades mecánicas

Proba de dureza
Inspección visual e dimensional do tubo acabado, lonxitude, calidade da superficie, rectitude e pulido do tubo defectuoso.
1. Tolerancia OD: (-0,75%D,+0,75%D).
Tolerancia de diámetro exterior dos extremos dos tubos: ±0,005D.
2. Tolerancia ao peso: (+15 % t, -12,5 % t).
3. Ovalidade do corpo do tubo: ±0,020D, Ovalidade dos extremos: ±0,015D.
A PE en calquera punto da tubaxe deberá ser superior ao 87,5 % do grosor nominal da parede.
O peso nos extremos das tubaxes mídese cun micrómetro.
A medición do grosor da parede no corpo do tubo realízase mediante un UT manual para WT que abrangue 3 aneis ou seccións ao longo de todo o corpo do tubo con 6 lecturas en cada sección.
4. Grao de curvatura do corpo do tubo: 0,20 % da lonxitude do tubo. Medido cunha liña ensinada.
5. Grao de curvatura do extremo do tubo: non debe ser superior a 3,0 mm en 1,2 m. Mídese cunha barra recta.

Inspección do diámetro exterior

Inspección do grosor da parede

Inspección final

Inspección de rectitude

Inspección UT

Inspección de aparencia
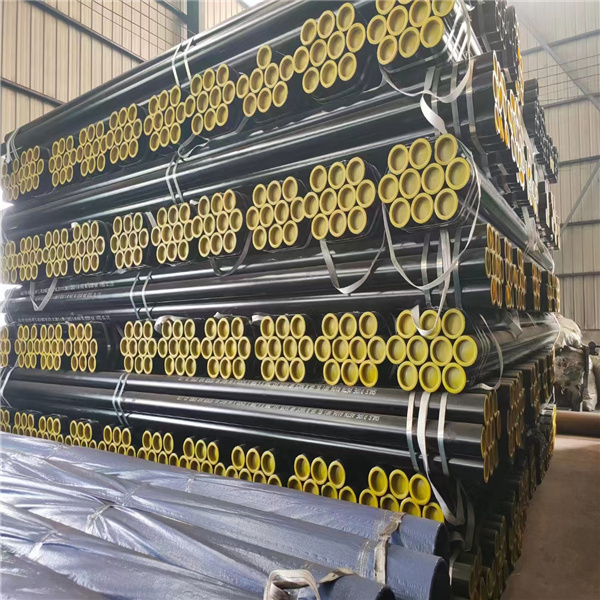
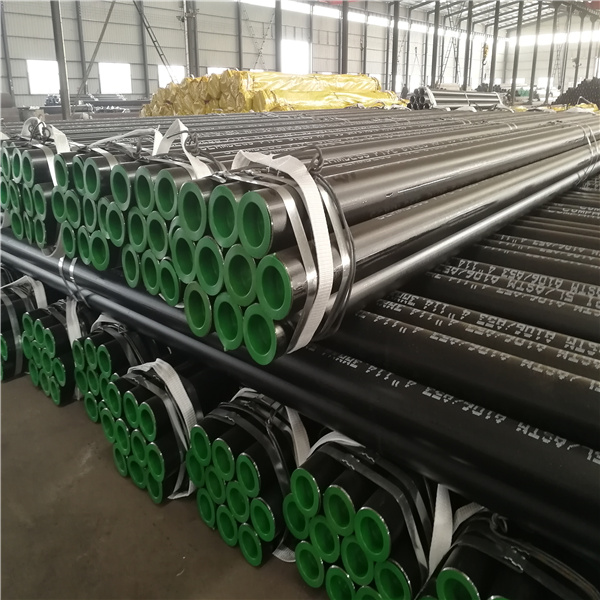
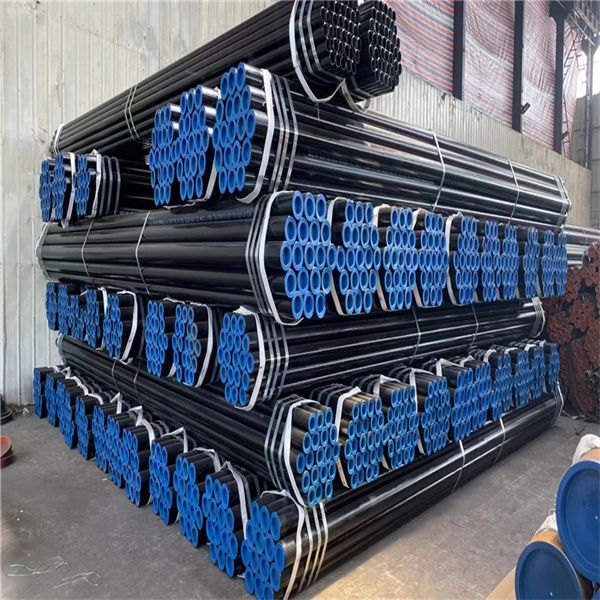
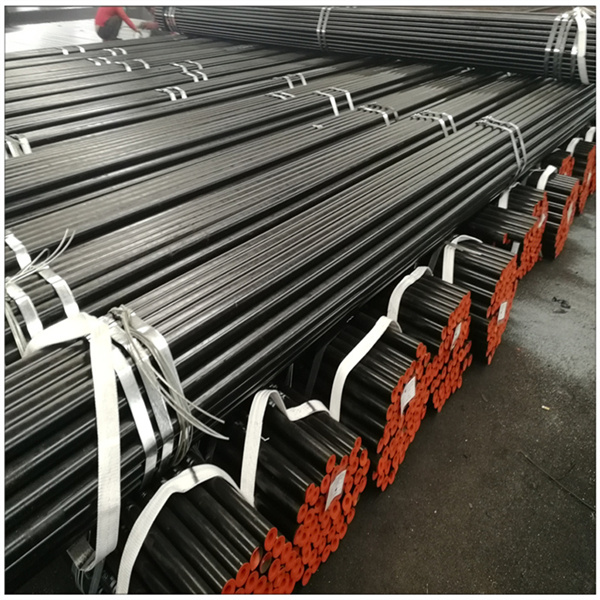
Tubo espido ou revestimento negro/barnizado (segundo os requisitos do cliente);
6" e menos en feixes con dúas eslingas de algodón;
Ambos extremos con protectores de extremos;
Extremo liso, extremo biselado (2" e superior con extremos biselados, grao: 30~35°), roscado e de acoplamento;
Marcado.


Envío de tubos sen costura a Qatar

Envío de tubos sen costura a Paquistán

Envío de tubos sen costura a Sudáfrica

Envío de tubos sen costura a Ecuador