
لوله فولادی JIS G 3461لوله فولادی کربنی بدون درز (SMLS) یا جوش داده شده با مقاومت الکتریکی (ERW) است که عمدتاً در دیگهای بخار و مبدلهای حرارتی برای کاربردهایی مانند تحقق تبادل حرارت بین داخل و خارج لوله استفاده میشود.

دکمههای ناوبری
محدوده اندازه
طبقه بندی درجه
مواد اولیه
فرآیندهای تولید JIS G 3461
نوع انتهای لوله
عملیات حرارتی
ترکیب شیمیایی JIS G 3461
عملکرد مکانیکی JIS G 3461
تست سختی
تست هیدرولیک یا تست غیر مخرب
نمودار وزن لوله JIS G 3461
تلرانس ابعادی JIS G 3461
ظاهر
علامت گذاری
درخواستهای مربوط به JIS G 3461
استاندارد معادل JIS G 3461
محصولات مرتبط ما
محدوده اندازه
مناسب برای لولههای فولادی با قطر خارجی ۱۵.۹ تا ۱۳۹.۸ میلیمتر.
مواد اولیه
لولهها باید از ... ساخته شوندفولاد کشته شده.
فولاد آرامشده نوعی فولاد است که در آن اکسیژن با افزودن یک اکسیدکننده مانند سیلیکون، آلومینیوم یا منگنز در طول فرآیند ذوب از فولاد حذف میشود.
این عملیات منجر به فولادی میشود که عملاً عاری از حبابهای هوا یا سایر آخالهای گازی است و این امر یکنواختی و خواص کلی فولاد را افزایش میدهد.
فرآیندهای تولید JIS G 3461
ترکیبی از روشهای تولید لوله و روشهای پرداخت.

لوله فولادی بدون درز گرم پرداخت شده: SH
لوله فولادی بدون درز سرد پرداخت شده: SC
لوله فولادی جوش داده شده با مقاومت الکتریکی: EG
لوله فولادی جوش داده شده با مقاومت الکتریکی داغ: EH
لوله فولادی جوش داده شده با مقاومت الکتریکی سرد: EC
وقتی لوله فولادی با جوشکاری مقاومتی ساخته میشود، مهرههای جوش باید از سطوح داخلی و خارجی برداشته شوند تا سطح لوله در امتداد خطوط صاف باشد.
در صورت توافق خریدار و سازنده، مهرههای جوش روی سطح داخلی قابل جدا شدن نیستند.
نوع انتهای لوله
لوله فولادی باید دارای انتهای صاف باشد.
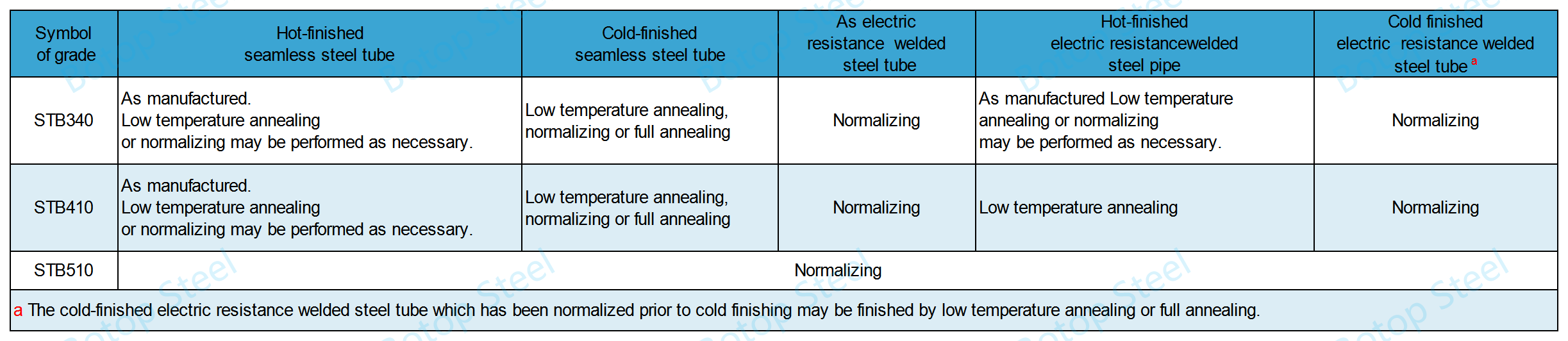
عملیات حرارتی
هنگام انتخاب عملیات حرارتی مناسب، فرآیند تولید لوله فولادی و درجه مواد مربوطه باید در نظر گرفته شود.
فرآیندهای تولید مختلف و گریدهای مواد ممکن است برای دستیابی به خواص مکانیکی و ریزساختار مطلوب به روشهای عملیات حرارتی متفاوتی نیاز داشته باشند.
ترکیب شیمیایی JIS G 3461
روشهای آنالیز حرارتیباید مطابق با استانداردهای JIS G 0320 باشد.

عناصر آلیاژی غیر از موارد ذکر شده ممکن است برای دستیابی به خواص خاص اضافه شوند.
روشتجزیه و تحلیل محصولباید مطابق با استانداردهای JIS G 0321 باشد.
هنگامی که محصول مورد تجزیه و تحلیل قرار میگیرد، مقادیر انحراف ترکیب شیمیایی لوله باید الزامات جدول ۳ استاندارد JIS G 0321 برای لولههای فولادی بدون درز و جدول ۲ استاندارد JIS G 0321 برای لولههای فولادی جوش داده شده با مقاومت را برآورده کند.
عملکرد مکانیکی JIS G 3461
الزامات عمومی برای آزمایشهای مکانیکی باید مطابق با بخشهای ۷ و ۹ استاندارد JIS G 0404 باشد.
با این حال، روش نمونهبرداری برای آزمایشهای مکانیکی باید با الزامات مقررات کلاس A در بخش 7.6 از JIS G 0404 مطابقت داشته باشد.
استحکام کششی، نقطه تسلیم یا تنش تسلیم، و ازدیاد طول
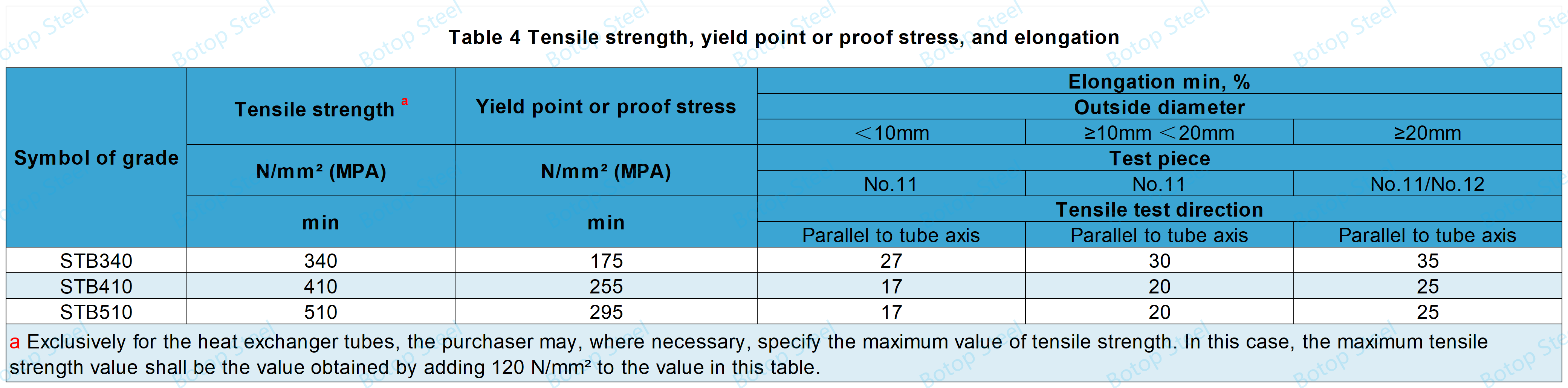
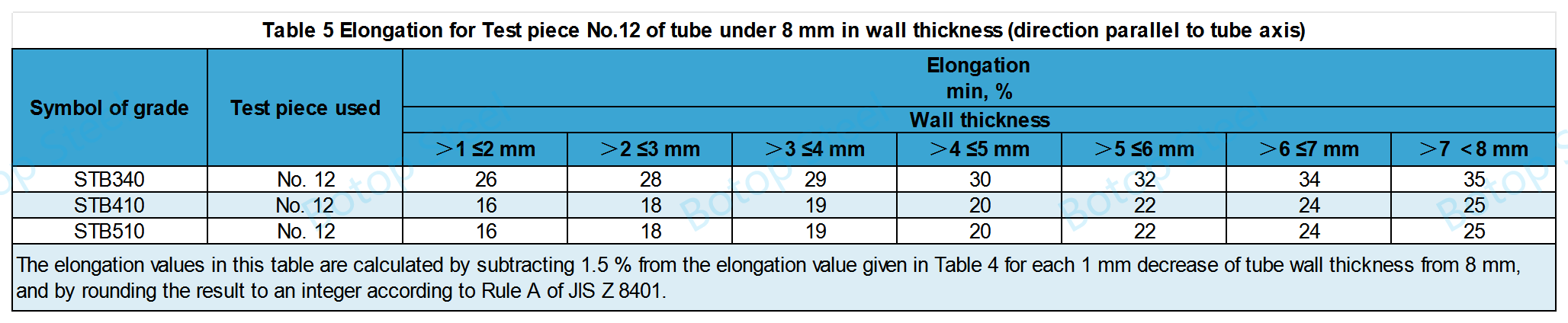
وقتی آزمایش کشش روی قطعه آزمایشی شماره ۱۲ برای لوله با ضخامت دیواره کمتر از ۸ میلیمتر انجام میشود، میزان افزایش طول باید مطابق جدول ۵ باشد.
مقاومت در برابر صاف شدن
آزمایش مقاومت در برابر صاف شدن برای لوله فولادی بدون درز لازم نیست.
روش آزمایش: نمونه را در دستگاه قرار داده و آن را صاف کنید تا فاصله بین دو سکو به مقدار مشخص شده برسد.Hسپس نمونه را از نظر ترک خوردگی بررسی کنید.
هنگام آزمایش مقاومت بحرانی لوله جوش داده شده، خط بین جوش و مرکز لوله عمود بر جهت فشرده سازی است.
H=(1+e)t/(e+t/D)
Hفاصله بین صفحات (میلیمتر)
tضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
е: ثابت تعریف شده برای هر درجه از لوله.STB340: 0.09؛STB410: 0.08؛STB510: 0.07.
ملک شعلهور
آزمایش Flaring Property برای لولههای بدون درز لازم نیست.
یک سر نمونه در دمای اتاق (۵ تا ۳۵ درجه سانتیگراد) با یک ابزار مخروطی با زاویه ۶۰ درجه تا زمانی که قطر خارجی آن ۱.۲ برابر بزرگتر شود، باز میشود و از نظر ترک بررسی میگردد.
این الزام همچنین در مورد لولههایی با قطر خارجی بیش از 101.6 میلیمتر اعمال میشود.
مقاومت در برابر صاف شدن معکوس
آزمونه مسطحسازی معکوس و روش آزمون باید به شرح زیر باشد.
یک قطعه آزمایشی به طول ۱۰۰ میلیمتر را از یک سر لوله برش دهید و قطعه آزمایشی را با زاویه ۹۰ درجه از خط جوش در دو طرف محیط لوله به دو نیم برش دهید و نیمه حاوی جوش را به عنوان قطعه آزمایشی در نظر بگیرید.
در دمای اتاق (۵ تا ۳۵ درجه سانتیگراد) نمونه را به صورت صفحهای که جوش در بالای آن قرار دارد، پهن کنید و نمونه را از نظر ترک خوردگی در جوش بررسی کنید.
تست سختی
| نماد درجه | سختی راکول (مقدار میانگین سه موقعیت) اچ آر بی دبلیو |
| STB340 | حداکثر ۷۷ |
| STB410 | حداکثر ۷۹ |
| STB510 | حداکثر ۹۲ |
تست هیدرولیک یا تست غیر مخرب
یک آزمایش هیدرولیکی یا غیر مخرب باید روی هر لوله انجام شود.
تست هیدرولیک
داخل لوله را حداقل به مدت ۵ ثانیه در فشار حداقل یا بالاتر P نگه دارید، سپس بررسی کنید که لوله میتواند فشار را بدون نشتی تحمل کند.
P=دومین/D
Pفشار تست (مگاپاسکال)
tضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
s: ۶۰٪ از حداقل مقدار مشخص شده برای نقطه تسلیم یا تنش تسلیم.
حداکثر فشار 10 مگاپاسکال
اگر خریدار فشاری بیشتر از فشار تست محاسبه شده P یا 10 مگاپاسکال را مشخص کند، فشار تست اعمال شده باید مورد توافق خریدار و سازنده باشد.
اگر کمتر از 10 مگاپاسکال باشد، باید با گامهای 0.5 مگاپاسکال و اگر 10 مگاپاسکال یا بالاتر باشد، با گامهای 1 مگاپاسکال مشخص شود.
آزمایش غیر مخرب
آزمایش غیر مخرب لولههای فولادی باید با آزمایش اولتراسونیک یا جریان گردابی انجام شود.
برای ویژگیهای بازرسی اولتراسونیک، سیگنال حاصل از یک نمونه مرجع حاوی استاندارد مرجع کلاس UD مطابق با استاندارد JIS G 0582 به عنوان سطح هشدار در نظر گرفته میشود و باید سیگنال پایهای برابر یا بزرگتر از سطح هشدار داشته باشد.
برای ویژگیهای بازرسی جریان گردابی، سیگنال از استاندارد مرجع مشخص شده در JIS G 0583 با رده EY باید به عنوان سطح هشدار در نظر گرفته شود و هیچ سیگنالی نباید برابر یا بزرگتر از سطح هشدار باشد.
نمودار وزن لوله JIS G 3461
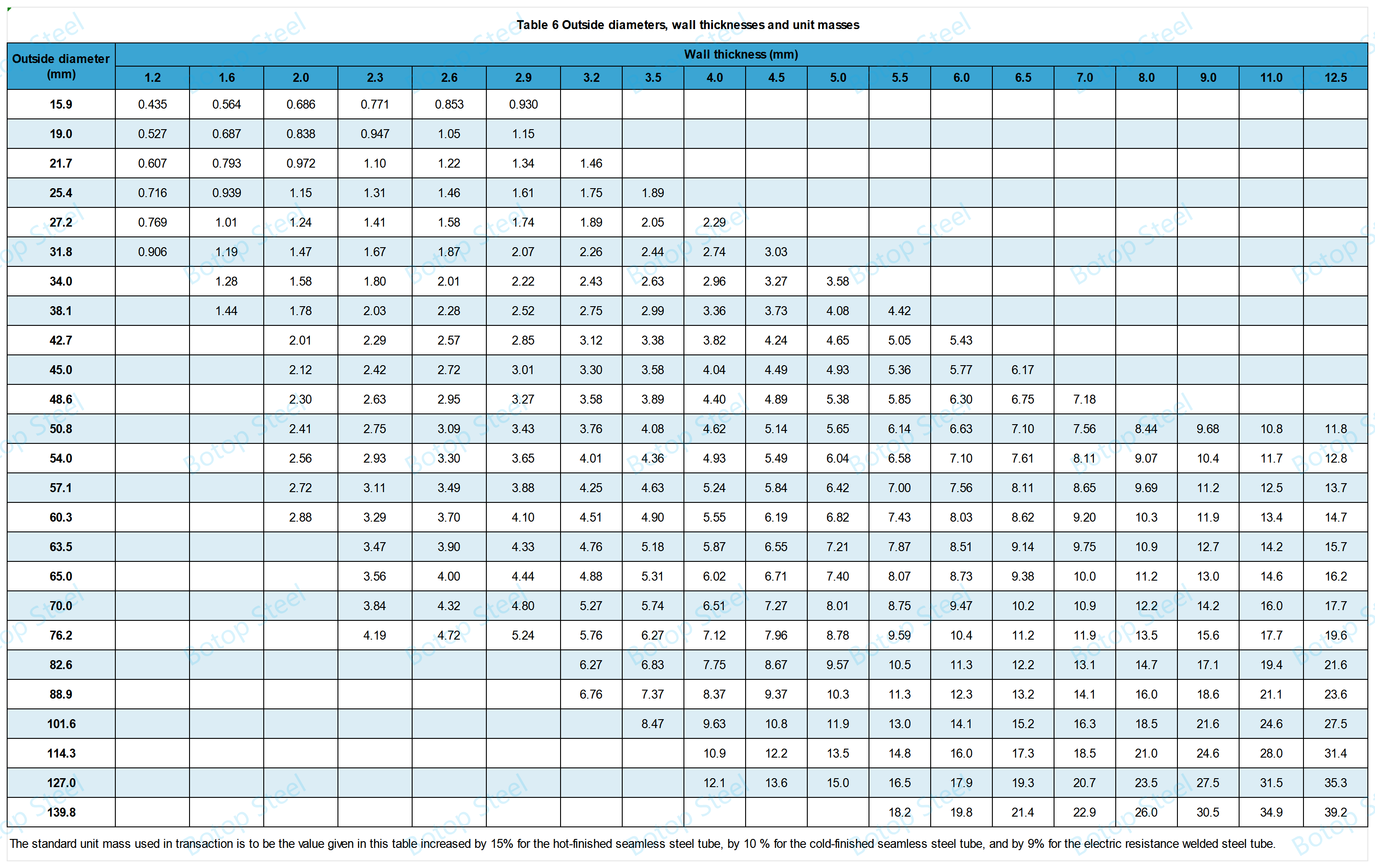
دادههای موجود در نمودار وزن بر اساس فرمول زیر است.
W=0.02466t(Dt)
W: جرم واحد لوله (کیلوگرم بر متر مکعب)
tضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
۰.۰۲۴۶۶: ضریب تبدیل برای بدست آوردن W
فرمول فوق تبدیلی بر اساس چگالی لولههای فولادی ۷.۸۵ گرم بر سانتیمتر مکعب است و نتایج تا سه رقم معنیدار گرد شدهاند.
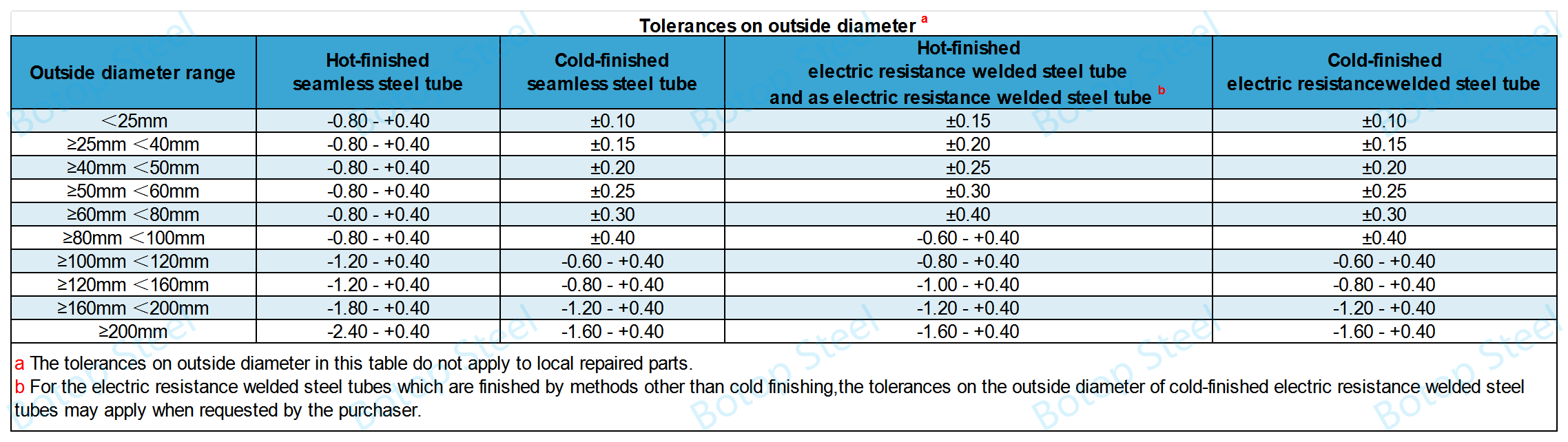
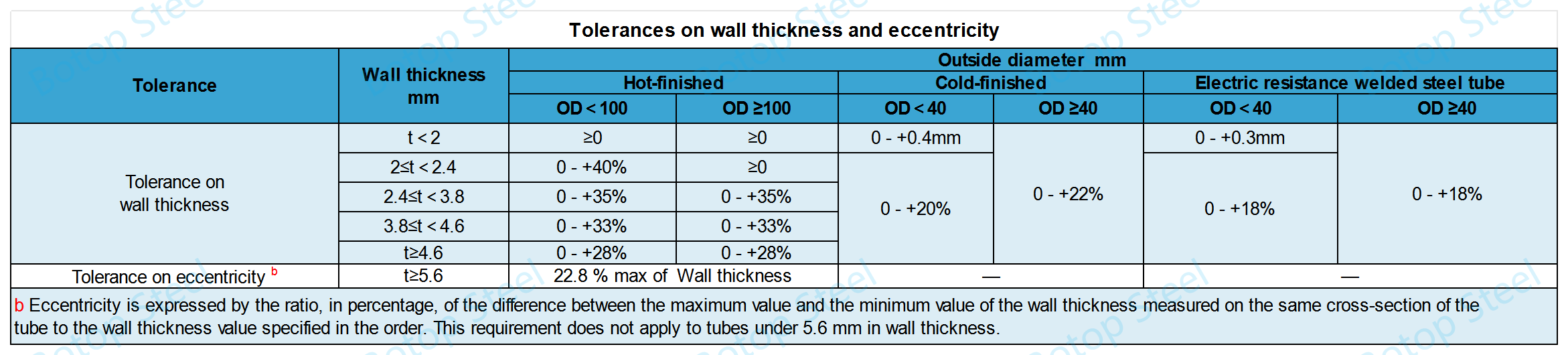
تلرانس ابعادی JIS G 3461
تلرانسهای قطر خارجی
تلرانسهای ضخامت دیواره و خروج از مرکز
تلرانسهای طول

ظاهر
سطوح داخلی و خارجی لوله فولادی باید صاف و عاری از هرگونه نقص نامطلوب برای استفاده باشد. برای جوشکاری مقاومتی لوله فولادی، ارتفاع جوش داخلی ≤ 0.25 میلیمتر است.
برای لولههای فولادی با قطر خارجی ≤ 50.8 میلیمتر یا ضخامت دیواره ≤ 3.5 میلیمتر، میتوان به CAMPS داخلی ≤ 0.15 میلیمتر نیاز داشت.
سطح لوله فولادی را میتوان با سنگزنی و تراشیدن، ماشینکاری یا روشهای دیگر تعمیر کرد. تا زمانی که ضخامت دیواره تعمیر شده
در محدودهی رواداری ضخامت دیوارهی مشخصشده باشد، و سطح قطعهی تعمیرشده باید صاف باشد.
علامت گذاری
برای برچسبگذاری اطلاعات زیر، رویکرد مناسبی اتخاذ کنید.
الف) نماد درجه؛
ب) نماد روش ساخت؛
ج) ابعاد: قطر خارجی و ضخامت دیواره؛
د) نام سازنده یا برند شناسایی کننده.
درخواستهای مربوط به JIS G 3461
این لولههای فولادی کربنی که عمدتاً برای لولههای آب، لولههای دودکش، لولههای سوپرهیتر و لولههای پیشگرمکن هوا در دیگهای بخار استفاده میشوند، برای تحقق تبادل گرما در داخل و خارج لوله استفاده میشوند.
علاوه بر این، این لولهها به طور گسترده در صنایع شیمیایی و نفتی برای لولههای مبدل حرارتی، لولههای کندانسور و لولههای کاتالیزور استفاده میشوند.
با این حال، آنها برای لولههای بخاری احتراق و لولههای مبدل حرارتی برای دماهای پایین مناسب نیستند.
استاندارد معادل JIS G 3461

محصولات مرتبط ما
از زمان تأسیس در سال ۲۰۱۴، شرکت Botop Steel به یکی از تأمینکنندگان پیشرو لولههای فولادی کربنی در شمال چین تبدیل شده است که به خاطر خدمات عالی، محصولات با کیفیت بالا و راهحلهای جامع شناخته میشود. این شرکت انواع لولههای فولادی کربنی و محصولات مرتبط، از جمله لولههای فولادی بدون درز، ERW، LSAW و SSAW و همچنین طیف کاملی از اتصالات لوله و فلنج را ارائه میدهد.
محصولات تخصصی آن همچنین شامل آلیاژهای درجه بالا و فولادهای ضد زنگ آستنیتی است که متناسب با نیازهای پروژههای مختلف خط لوله طراحی شدهاند.
برچسبها: jis g 3461، stb310، stb410، stb510، لوله فولادی کربنی، تامینکنندگان، تولیدکنندگان، کارخانهها، فروشندگان، شرکتها، عمدهفروشی، خرید، قیمت، پیشفاکتور، فله، برای فروش، هزینه.
زمان ارسال: ۱۱ مه ۲۰۲۴