
لوله های فولادی JIS G 3456لولههای فولادی کربنی عمدتاً برای استفاده در محیطهای کاری با قطر خارجی بین 10.5 میلیمتر و 660.4 میلیمتر در دماهای بیش از 350 درجه سانتیگراد مناسب هستند.

دکمههای ناوبری
طبقه بندی درجه بندی JIS G 3456
مواد اولیه
فرآیندهای تولید JIS G 3456
انتهای لوله
عملیات حرارتی
اجزای شیمیایی JIS G 3456
تست کششی JIS G 3456
آزمایش مسطح کردن
تست خمش پذیری
تست هیدرولیک یا تست غیر مخرب (NDT)
نمودار وزن لوله و جداول لوله JIS G 3456
تلرانسهای ابعادی
ظاهر
علامت گذاری JIS G 3456
کاربردهای لوله فولادی JIS G 3456
استانداردهای مرتبط با JIS G 3456
محصولات مرتبط ما
طبقه بندی درجه بندی JIS G 3456
استاندارد JIS G 3456 با توجه به مقاومت کششی لوله، سه درجه دارد.
STPT370، STPT410 و STPT480
آنها به ترتیب لولههایی با حداقل استحکام کششی ۳۷۰، ۴۱۰ و ۴۸۰ نیوتن بر میلیمتر مربع (مگاپاسکال) را نشان میدهند.
مواد اولیه
لولهها باید از فولاد کشتهشده ساخته شوند.
فولاد آرامشده نوع خاصی از فولاد است که با افزودن عناصر خاصی مانند آلومینیوم و سیلیکون در طول فرآیند ذوب، برای جذب و اتصال اکسیژن و سایر ناخالصیهای مضر در فولاد مشخص میشود.
این فرآیند به طور موثری گازها و ناخالصیها را حذف میکند و در نتیجه خلوص و یکنواختی فولاد را بهبود میبخشد.
فرآیندهای تولید JIS G 3456
با استفاده از ترکیبی مناسب از فرآیندهای تولید لوله و روشهای پرداخت تولید شده است.
| نماد درجه | نماد فرآیند تولید | ||
| فرآیند تولید لوله | روش تکمیل | علامت گذاری | |
| STPT370 STPT410 STPT480 | بدون درز:S | داغ تمام شده:H سردکاری شده:C | همانطور که در ۱۳ ب داده شده است). |
| جوشکاری با مقاومت الکتریکی:E جوش لب به لب:B | داغ تمام شده:H سردکاری شده:C به عنوان مقاومت الکتریکی جوش داده شده:G | ||
برایاس تی پی تی ۴۸۰لوله درجه یک، فقط باید از لوله فولادی بدون درز استفاده شود.
در صورت استفاده از جوشکاری مقاومتی، جوشهای روی سطوح داخلی و خارجی لوله باید برداشته شوند تا جوشی صاف حاصل شود.
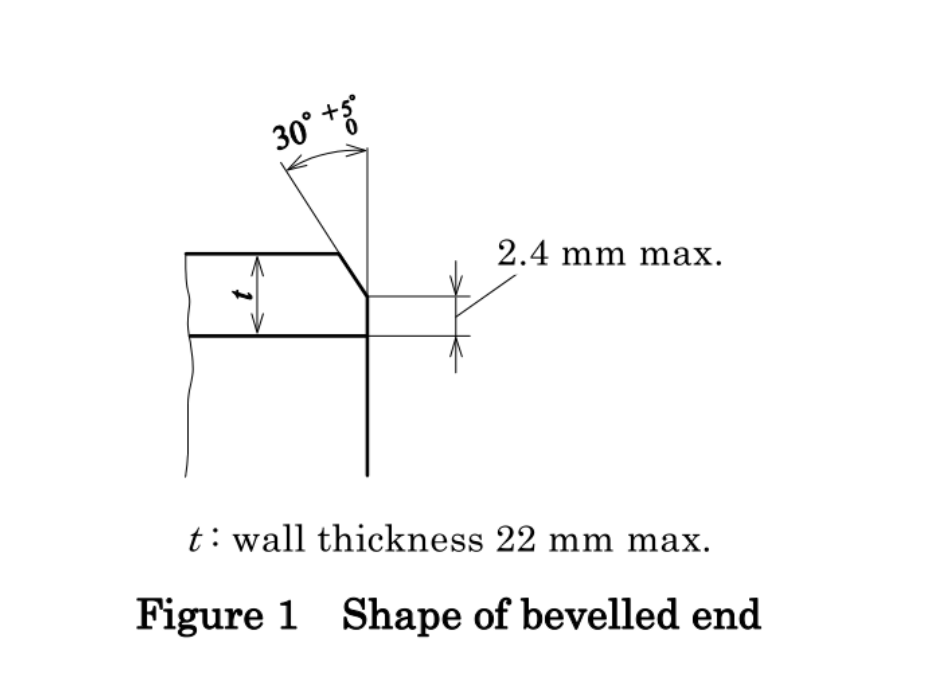
انتهای لوله
لوله باید باشدانتهای صاف.
اگر لازم باشد لوله به صورت پخدار پردازش شود، برای لوله فولادی با ضخامت دیواره ≤ 22 میلیمتر، زاویه پخ 30-35 درجه و عرض پخ لبه لوله فولادی حداکثر 2.4 میلیمتر است.
ضخامت دیواره بیشتر از 22 میلیمتر، انتهای شیبدار لوله فولادی، که عموماً به صورت پخ کامپوزیتی پردازش میشود، اجرای استانداردها میتواند به الزامات مربوط به ASME B36.19 مراجعه کند.
عملیات حرارتی
فرآیند عملیات حرارتی مناسب را با توجه به گرید و فرآیند تولید انتخاب کنید.

اجزای شیمیایی JIS G 3456
آزمایش ترکیب شیمیایی
روش آنالیز حرارتی باید مطابق با JIS G 0320 باشد.
روش آنالیز محصول باید مطابق با JIS G 0321 باشد.
| نماد درجه | C(کربن) | Si(سیلیکون) | Mn(منگنز) | P(فسفر) | S(گوگرد) |
| حداکثر | حداکثر | حداکثر | |||
| STPT370 | ۰.۲۵٪ | ۰.۱۰-۰.۳۵٪ | ۰.۳۰-۰.۹۰٪ | ۰.۰۳۵٪ | ۰.۰۳۵٪ |
| STPT410 | ۰.۳۰٪ | ۰.۱۰-۰.۳۵٪ | ۰.۳۰-۱.۰۰٪ | ۰.۰۳۵٪ | ۰.۰۳۵٪ |
| STPT480 | ۰.۳۳٪ | ۰.۱۰-۰.۳۵٪ | ۰.۳۰-۱.۰۰٪ | ۰.۰۳۵٪ | ۰.۰۳۵٪ |
تلرانسهای ترکیب شیمیایی
لولههای فولادی بدون درز باید تابع تلرانسهای جدول ۳ استاندارد JIS G 0321 باشند.
لولههای فولادی جوش داده شده با مقاومت باید تابع تلرانسهای جدول ۲ استاندارد JIS G 0321 باشند.
تست کششی JIS G 3456
روشهای آزمایش: روشهای آزمایش باید با استانداردهای JIS Z.2241 مطابقت داشته باشند.
لوله باید الزامات ذکر شده در جدول 4 برای استحکام کششی، استحکام تسلیم و ازدیاد طول را برآورده کند.
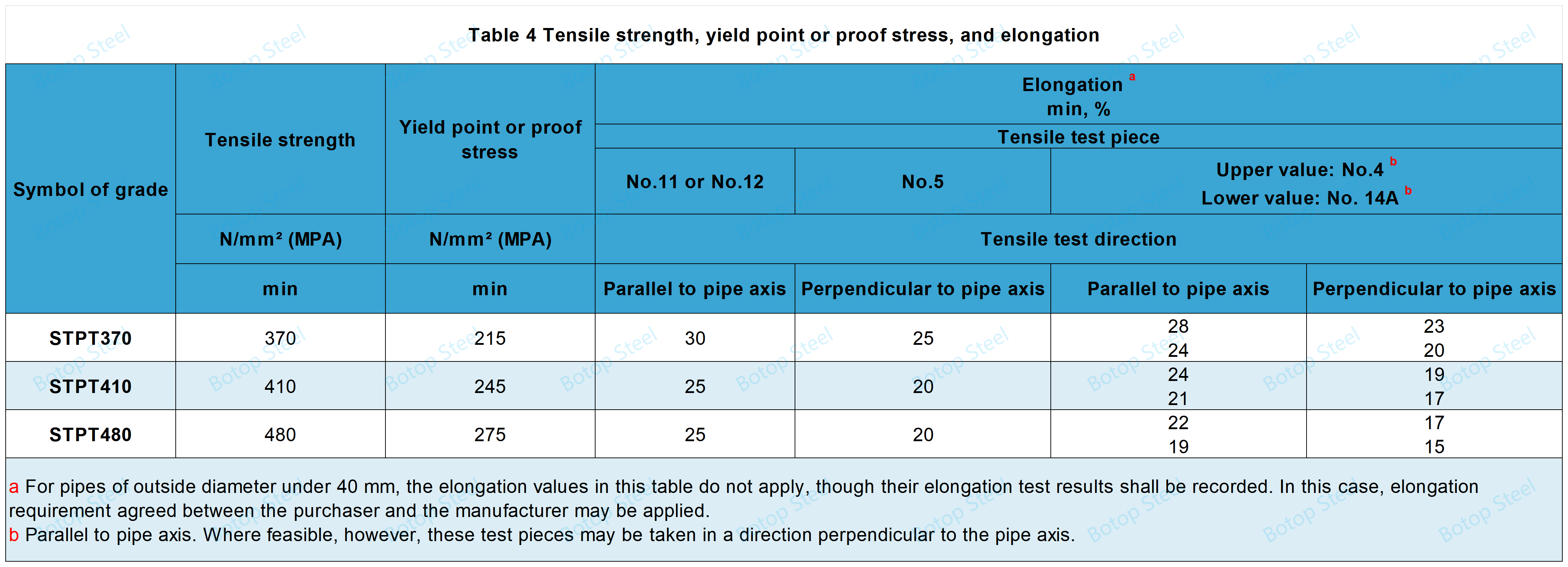
قطعه آزمایشی مورد استفاده باید از شماره 11، شماره 12 (شماره 12A، شماره 12B یا شماره 12C)، شماره 14A، شماره 4 یا شماره 5 مشخص شده در JIS Z 2241 باشد.
قطر قطعه آزمایشی شماره ۴ باید ۱۴ میلیمتر (طول گیج ۵۰ میلیمتر) باشد.
قطعات آزمایشی شماره ۱۱ و شماره ۱۲ باید به موازات محور لوله گرفته شوند،
قطعات آزمایشی شماره ۱۴A و شماره ۴، به صورت موازی یا عمود بر محور لوله،
و قطعه آزمایشی شماره ۵، عمود بر محور لوله.
قطعه آزمایشی شماره ۱۲ یا شماره ۵ که از لوله فولادی جوش داده شده با مقاومت الکتریکی گرفته شده است، نباید حاوی جوش باشد.
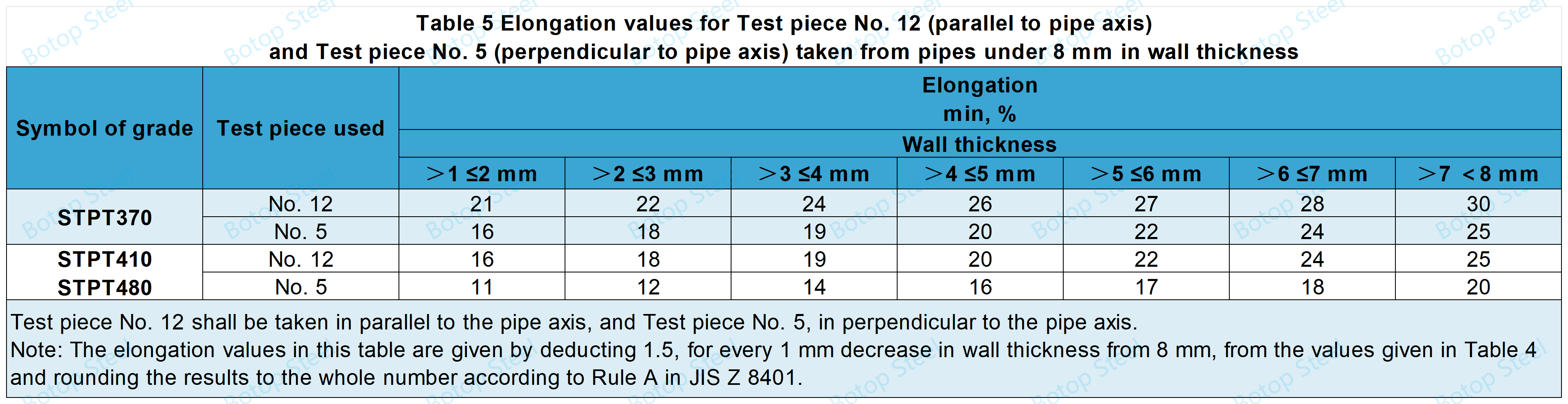
برای آزمایش کشش لولههای با ضخامت کمتر از ۸ میلیمتر که با استفاده از قطعه آزمایشی شماره ۱۲ یا قطعه آزمایشی شماره ۵ انجام میشود، الزامات افزایش طول ذکر شده در جدول ۵ اعمال میشود.
آزمایش مسطح کردن
در دمای اتاق (5 تا 35 درجه سانتیگراد)، نمونه را بین دو سکو صاف کنید تا ...فاصله (H) بین آنها به مقدار مشخص شده برسد و سپس ترک خوردگی را بررسی کنید.
H=(1+e)t/(e+t/D)
нفاصله بین صفحات (میلیمتر)
t: ضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
е: ثابت تعریف شده برای هر گرید لوله:
۰.۰۸ برای STPT370،
۰.۰۷ برای STPT410 و STPT480
تست خمش پذیری
قابلیت خمش برای لولههایی با قطر خارجی ۶۰.۵ میلیمتر یا کمتر قابل استفاده است.
روش آزمایش در دمای اتاق (۵ تا ۳۵ درجه سانتیگراد)، قطعه آزمایشی را دور مندرل خم کنید تا شعاع داخلی آن ۶ برابر قطر خارجی لوله شود و ترک خوردگی را بررسی کنید. در این آزمایش، جوش باید تقریباً ۹۰ درجه از بیرونی ترین قسمت خمیدگی فاصله داشته باشد.
آزمایش خمشپذیری همچنین میتواند مطابق با این الزام انجام شود که شعاع داخلی چهار برابر قطر خارجی لوله و زاویه خمش ۱۸۰ درجه باشد.
تست هیدرولیک یا تست غیر مخرب (NDT)
یک آزمایش هیدرولیکی یا آزمایش غیر مخرب باید روی هر لوله انجام شود.
تست هیدرولیک
لوله را حداقل به مدت ۵ ثانیه در حداقل فشار تست هیدرولیکی مشخص شده نگه دارید و مشاهده کنید که لوله قادر به تحمل فشار بدون نشتی است.
زمان هیدرولیک طبق جدول لوله فولادی مشخص شده است.
| جدول 6 حداقل فشار تست هیدرولیک | ||||||||||
| ضخامت دیواره اسمی | شماره برنامه: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | ۱۰۰ | ۱۲۰ | ۱۴۰ | ۱۶۰ | |
| حداقل فشار تست هیدرولیک، مگاپاسکال | ۲.۰ | ۳.۵ | ۵.۰ | ۶.۰ | ۹.۰ | 12 | 15 | 18 | 20 | 20 |
آزمایش غیرمخرب
در صورت استفاده از بازرسی اولتراسونیک، سیگنالهای نمونههای مرجع حاوی استانداردهای مرجع نوع UD، مطابق با استاندارد JIS G 0582، باید به عنوان سطوح هشدار استفاده شوند؛ هر سیگنالی از لوله که برابر یا بزرگتر از سطح هشدار باشد، رد خواهد شد. علاوه بر این، حداقل عمق فرورفتگیهای مربعی برای آزمایش لولهها، به غیر از پرداخت سرد، باید 0.3 میلیمتر باشد.
اگر از بازرسی جریان گردابی استفاده شود، سیگنالهای یک استاندارد مرجع از نوع EY مطابق با استاندارد JIS G 0583 باید به عنوان سطح هشدار استفاده شوند؛ هر سیگنالی از لوله که برابر یا بزرگتر از سطح هشدار باشد، دلیلی برای رد شدن خواهد بود.
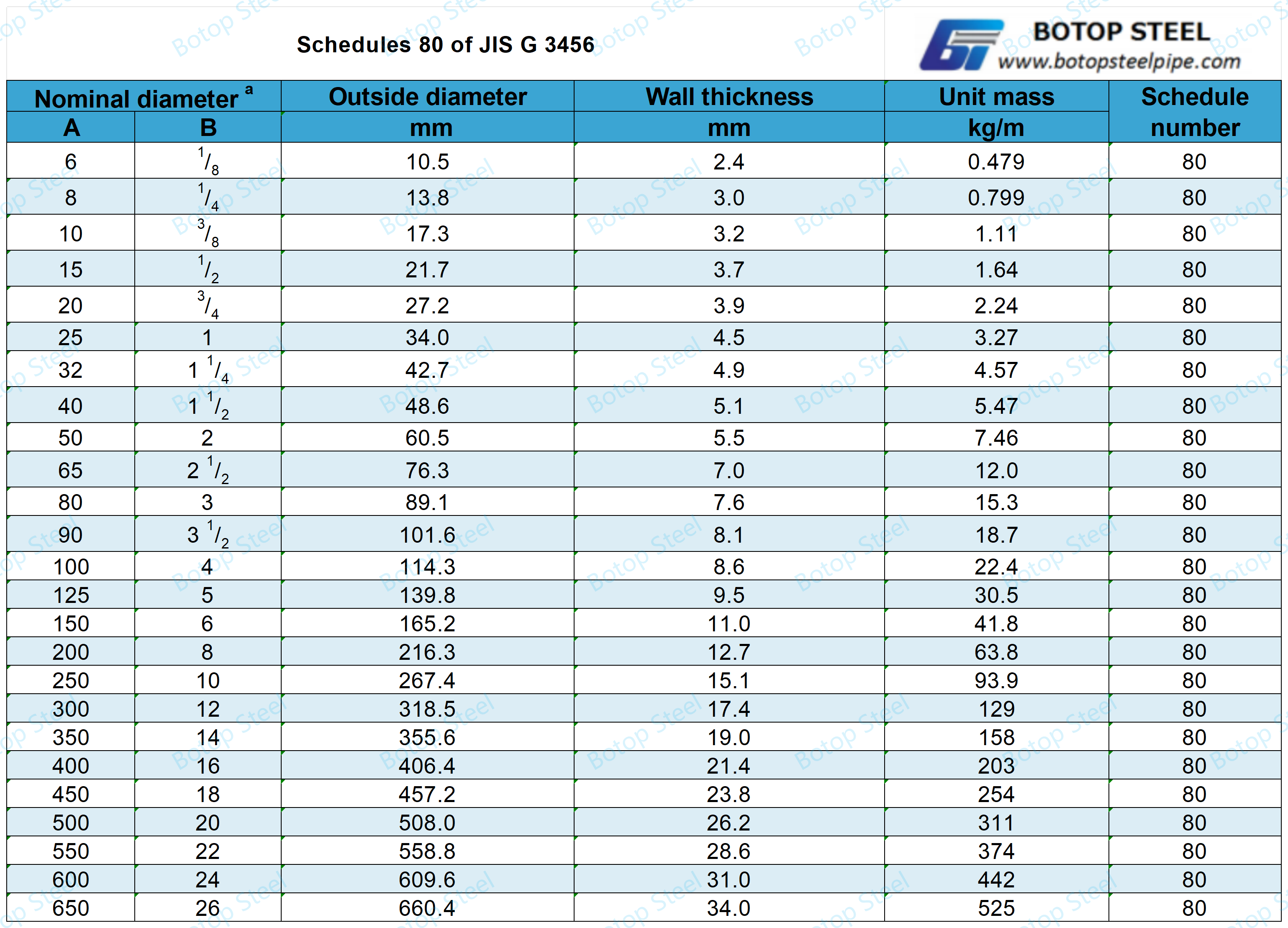
نمودار وزن لوله و جداول لوله JIS G 3456
فرمول محاسبه وزن لوله فولادی
چگالی لوله فولادی را ۷.۸۵ گرم بر سانتیمتر مکعب فرض کنید و نتیجه را تا سه رقم معنیدار گرد کنید.
W=0.02466t(Dt)
W: جرم واحد لوله (کیلوگرم بر متر مکعب)
tضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
۰.۰۲۴۶۶: ضریب تبدیل برای بدست آوردن W
نمودار وزن لوله
جداول و برنامههای وزن لوله، مراجع مهمی هستند که معمولاً در مهندسی خط لوله مورد استفاده قرار میگیرند.
برنامههای لولهکشی
جدول، ترکیبی استاندارد از ضخامت دیواره و قطر اسمی لوله است.
لولههای فولادی رده ۴۰ و رده ۸۰ به طور گسترده در صنعت و ساخت و ساز مورد استفاده قرار میگیرند. این لولهها در اندازههای رایج با ضخامت دیواره و ظرفیتهای مختلف برای سناریوهای کاربردی مختلف هستند.
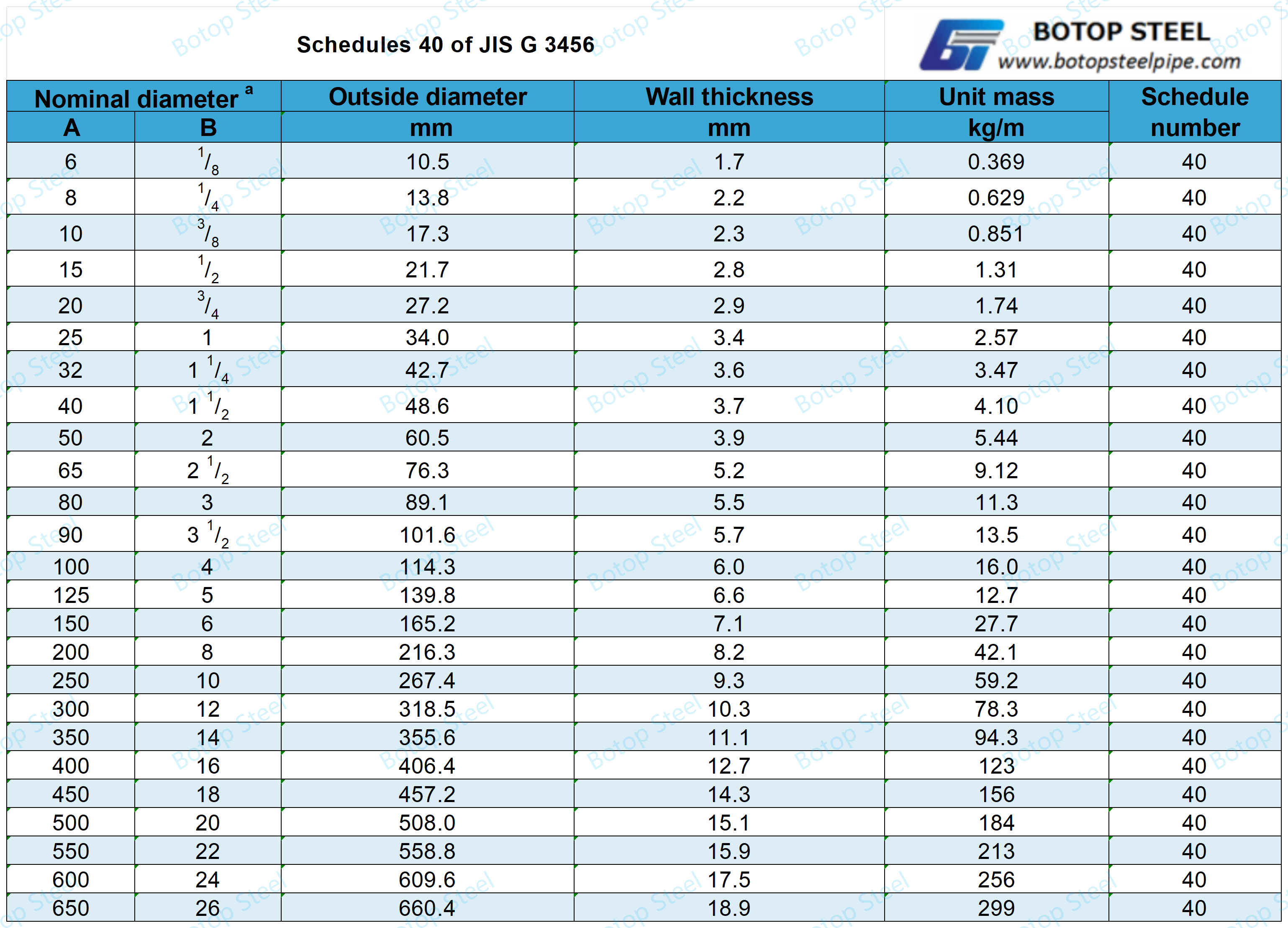
اگر میخواهید دربارهٔ [موضوع] بیشتر بدانیدجدول وزن لوله و برنامه لولهدر استاندارد، میتوانید برای بررسی آن کلیک کنید!
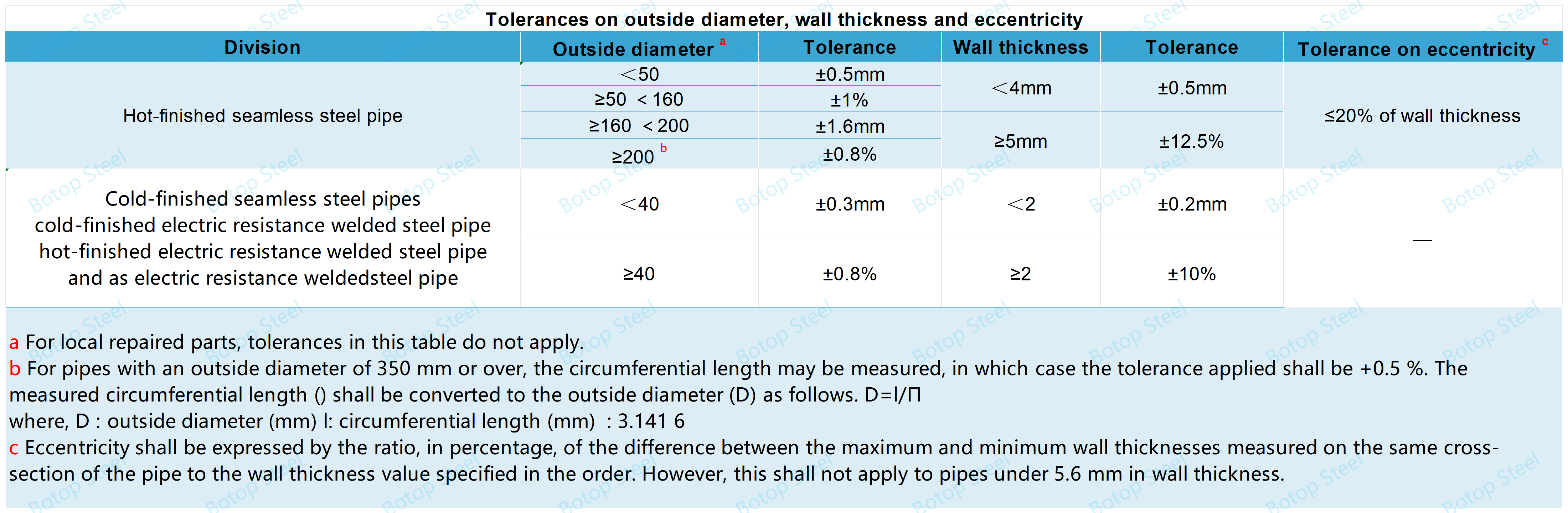
تلرانسهای ابعادی
ظاهر
سطوح داخلی و خارجی لوله باید صاف و عاری از هرگونه نقص نامطلوب برای استفاده باشد.
لوله باید مستقیم باشد و انتهای آن با محور لوله زاویه قائمه داشته باشد.
لولهها را میتوان با سنگزنی، ماشینکاری یا روشهای دیگر تعمیر کرد، اما ضخامت دیواره تعمیر شده باید در محدوده تلرانسهای مشخص شده باقی بماند و سطح تعمیر شده باید از نظر پروفیل صاف باشد.
ضخامت دیواره لوله تعمیر شده باید در محدوده مجاز تعیین شده حفظ شود و سطح لوله تعمیر شده باید صاف و یکدست باشد.
علامت گذاری JIS G 3456
هر لولهای که از بازرسی عبور میکند باید با اطلاعات زیر برچسبگذاری شود. برای لولههای با قطر کوچک، میتوان از برچسبها روی بستهها استفاده کرد.
a) نماد درجه
b) نماد فرآیند تولید
نماد فرآیند تولید به شرح زیر است. خط تیرهها را میتوان با فاصله جایگزین کرد.
لوله فولادی بدون درز گرم پرداخت شده:-SH
لوله فولادی بدون درز سرد پرداخت شده:-SC
لوله فولادی جوش داده شده با مقاومت الکتریکی: -EG
لوله فولادی جوش داده شده با مقاومت الکتریکی به روش پرداخت گرم: -EH
لوله فولادی جوش داده شده با مقاومت الکتریکی به روش سرد پرداخت شده:-EC
c) ابعاد، بیان شده با قطر اسمی × ضخامت اسمی دیواره، یا قطر خارجی × ضخامت دیواره.
d) نام سازنده یا برند شناسایی کننده
مثال:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
کاربردهای لوله فولادی JIS G 3456
لوله فولادی JIS G 3456 معمولاً برای تجهیزات و سیستمهای لولهکشی در محیطهای با دمای بالا و فشار بالا مانند دیگهای بخار، مبدلهای حرارتی، لولهکشی بخار فشار بالا، نیروگاههای حرارتی، کارخانههای شیمیایی و کارخانههای کاغذسازی استفاده میشود.
استانداردهای مرتبط با JIS G 3456
استانداردهای زیر همگی برای لولهکشی در محیطهای با دما و فشار بالا قابل استفاده هستند و میتوانند به عنوان جایگزینی برای JIS G 3456 استفاده شوند.
ASTM A335/A335M: قابل استفاده برای لولههای فولادی آلیاژی
DIN 17175: برای لولههای فولادی بدون درز
EN 10216-2: برای لولههای فولادی بدون درز
GB 5310: قابل استفاده برای لوله فولادی بدون درز
ASTM A106/A106M: لولههای فولادی کربنی بدون درز
ASTM A213/A213M: لولهها و تیوبهای بدون درز از جنس فولاد آلیاژی و فولاد ضد زنگ
EN 10217-2: مناسب برای لولهها و تیوبهای جوش داده شده
ISO 9329-2: لولهها و تیوبهای بدون درز کربنی و آلیاژی
NFA 49-211: برای لولهها و تیوبهای فولادی بدون درز
استاندارد BS 3602-2: برای لولهها و اتصالات فولادی کربنی بدون درز
ما یک تولیدکننده و تأمینکننده لولههای فولادی کربنی جوش داده شده با کیفیت بالا از چین و همچنین یک انباردار لولههای فولادی بدون درز هستیم که طیف گستردهای از راهحلهای لوله فولادی را به شما ارائه میدهیم! اگر میخواهید اطلاعات بیشتری در مورد محصولات لوله فولادی کسب کنید، میتوانید با ما تماس بگیرید.
برچسبها: JIS G 3456، SPTP370، STPT410، STPT480، STPT، تأمینکنندگان، تولیدکنندگان، کارخانهها، انبارداران، شرکتها، عمدهفروشی، خرید، قیمت، پیشفاکتور، فله، برای فروش، هزینه.
زمان ارسال: ۲۹ آوریل ۲۰۲۴