



API 5L درجه Bلوله فولادی مطابق با الزامات مربوط به آن تولید میشودAPI 5Lو به طور گسترده در سیستمهای انتقال خط لوله در صنعت نفت و گاز مورد استفاده قرار میگیرد.
درجه بهمچنین ممکن است به عنوان اشاره شودL245مشخصه این است که حداقل استحکام تسلیم لوله فولادی ... است.۲۴۵ مگاپاسکال.
لولههای API 5L در دو گرید مشخصات محصول موجود است:PSL1در درجه اول در سیستمهای حمل و نقل استاندارد استفاده میشود، در حالی کهPSL2برای شرایط سختتر با مقاومت مکانیکی بالاتر و استانداردهای آزمایش دقیقتر مناسب است.
فرآیند تولید میتواند یکپارچه باشد (اس ام ال اس)، جوش داده شده با مقاومت الکتریکی (نیروی کار اضطراری (ERW)) یا جوشکاری قوسی زیرپودری (اره) برای مطابقت با نیازهای مختلف نصب و عملیاتی.
فولاد بوتاپیک تولیدکننده حرفهای لولههای فولادی LSAW قوسی زیرپودری دو طرفه با قطر بزرگ و دیواره ضخیم واقع در چین است.
مکان: شهر کانگژو، استان هبی، چین؛
کل سرمایهگذاری: ۵۰۰ میلیون یوان؛
مساحت کارخانه: ۶۰،۰۰۰ متر مربع؛
ظرفیت تولید سالانه: ۲۰۰۰۰۰ تن لوله فولادی JCOE LSAW؛
تجهیزات: تجهیزات پیشرفته تولید و آزمایش؛
تخصص: تولید لوله فولادی LSAW؛
صدور گواهینامه: دارای گواهینامه API 5L
طبقه بندی API 5L درجه B
بر اساس سطوح مشخصات محصول (PSL) مختلف و همچنین شرایط تحویل، به چندین نوع مختلف تقسیم میشود.
این دستهبندی، انتخاب لوله مناسب را برای برآوردن نیازهای یک پروژه خاص و الزامات محیط کار، مرتبطتر میکند.
PSL1: ب.
PSL2: BR؛بی ان؛بی کیو؛بی ام.
چندین لوله فولادی مخصوص PSL 2 برای محیطهای خدماتی ویژه استفاده میشوند.
محیطهای خدماتی ترش: BNS؛ BQS؛ BMS.
محیط خدمات فراساحلی: BNO؛ BQO؛ BMO.
کاربردهایی که به ظرفیت کرنش پلاستیک طولی نیاز دارند: BNP؛ BQP؛ BMP.
شرایط تحویل
| پی اس ال | شرایط تحویل | درجه لوله/درجه فولاد | |
| PSL1 | نورد شده، نورد شده نرماله شده، نورد شده ترمومکانیکی، شکل داده شده ترمومکانیکی، شکل داده شده نرماله شده، نرماله شده، نرماله شده و تمپر شده؛ یا اگرفقط برای لوله SMLS، کوئنچ و تمپر شده، مورد تایید است | B | L245 |
| پیاسال ۲ | نورد شده | BR | L245R |
| نورد شده را نرمالیزه کنید، شکل داده شده را نرمالیزه کنید، یا نرمالیزه و تمپر کنید | BN | L245N | |
| آبدیده و ملایم شده | BQ | L245Q | |
| نورد ترمومکانیکی یا شکلدهی ترمومکانیکی | BM | L245M | |
شرایط تحویل لوله فولادی عمدتاً به عملیات حرارتی یا سایر عملیات انجام شده در پایان فرآیند تولید لوله فولادی اشاره دارد و این عملیات تأثیر مهمی بر خواص مکانیکی، مقاومت در برابر خوردگی و پایداری ساختاری لوله فولادی دارند.
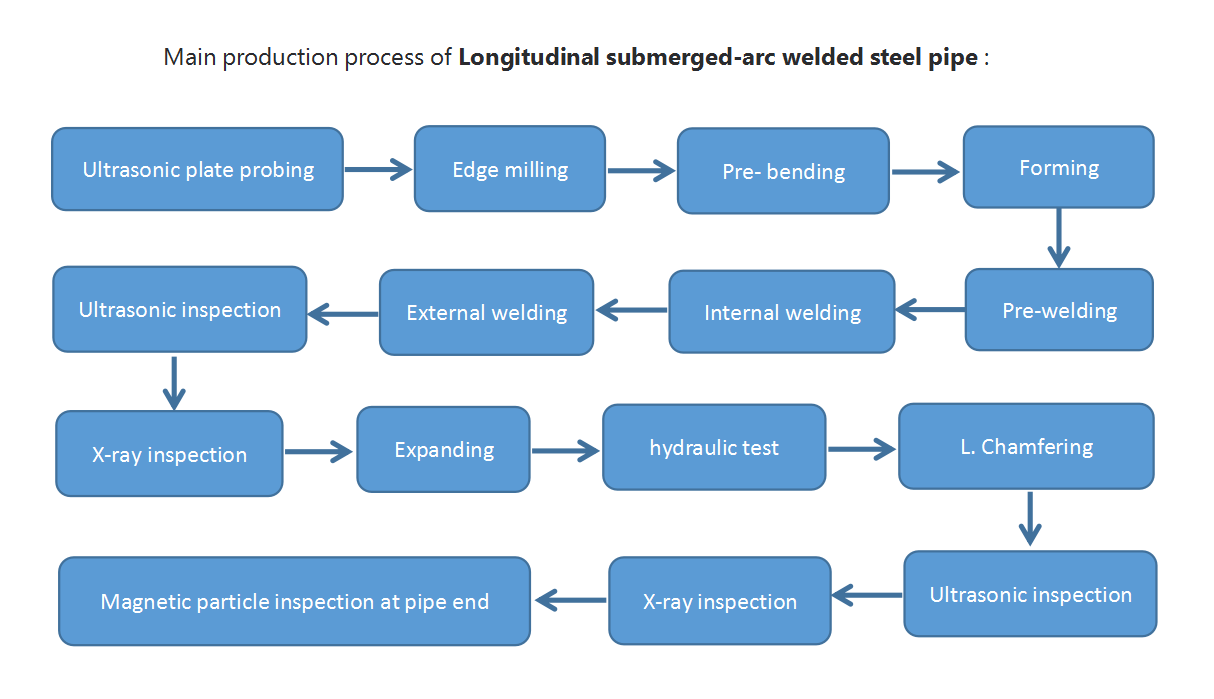
فرآیند تولید لوله فولادی API 5L GR.B
در استاندارد API 5L، لوله درجه B میتواند با استفاده از یکی از فرآیندهای تولید جدول زیر تولید شود.
| API 5L PSL1 درجه B | اس ام ال اس | LFW | اچافدبلیو | ساول | ساوه | گاو | گاو |
| API 5L PSL2 درجه B | اس ام ال اس | — | اچافدبلیو | ساول | ساوه | گاو | گاو |
برای کسب اطلاعات بیشتر در مورد معنی مخفف «فرآیند تولید»،اینجا کلیک کنید.
LSAWراه حل بهینه برای لوله های فولادی با قطر بزرگ و دیواره ضخیم است.
ویژگی متمایز در ظاهر، وجود جوش در جهت طولی لوله است.
نوع انتهای لوله
انواع انتهایی لوله فولادی API 5L درجه B ممکن است در PSL1 و PSL2 متفاوت باشند.
انتهای لوله فولادی PSL 1
انتهای زنگولهای; انتهای ساده;انتهای ساده برای اتصال ویژه; انتهای رزوهدار.
انتهای زنگولهای: محدود به لولههایی با قطر داخلی ≤ 219.1 میلیمتر (8.625 اینچ) و قطر خارجی ≤ 3.6 میلیمتر (0.141 اینچ) در انتهای کاسهای.
انتهای رزوهدار: لولههای با انتهای رزوهدار به لولههای SMLS و لولههای جوش داده شده درز طولی با قطر کمتر از 508 میلیمتر (20 اینچ) محدود میشوند.
انتهای لوله فولادی PSL 2
انتهای ساده.
برای انتهای لولههای ساده، الزامات زیر باید رعایت شود:
سطوح انتهایی لولههای با انتهای صاف (t ≤ 3.2 میلیمتر (0.125 اینچ)) باید به صورت مربعی برش داده شوند.
لولههای با انتهای صاف با ضخامت بیش از 3.2 میلیمتر (0.125 اینچ) باید برای جوشکاری پخ زده شوند. زاویه پخ باید 30 تا 35 درجه و عرض سطح ریشه پخ باید 0.8 تا 2.4 میلیمتر (0.031 تا 0.093 اینچ) باشد.
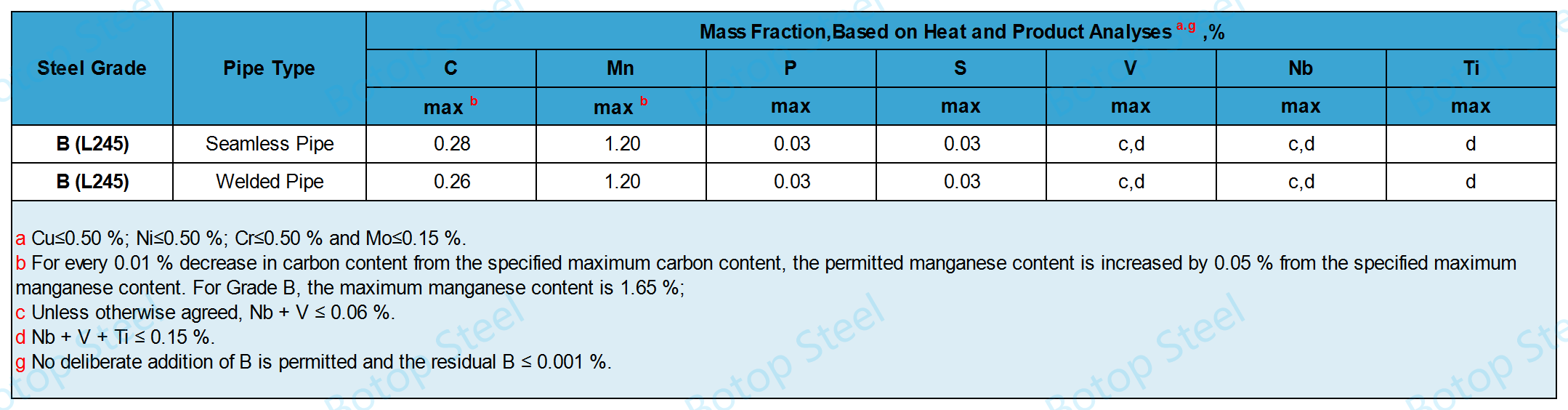
ترکیب شیمیایی API 5L درجه B
ترکیب شیمیایی لولههای فولادی PSL1 و PSL2 با قطر بزرگتر از 25 میلیمتر (0.984 اینچ) باید با توافق طرفین تعیین شود.
ترکیب شیمیایی لوله PSL 1 با ضخامت ≤ 25.0 میلیمتر (0.984 اینچ)
ترکیب شیمیایی لوله PSL 2 با ضخامت ≤ 25.0 میلیمتر (0.984 اینچ)
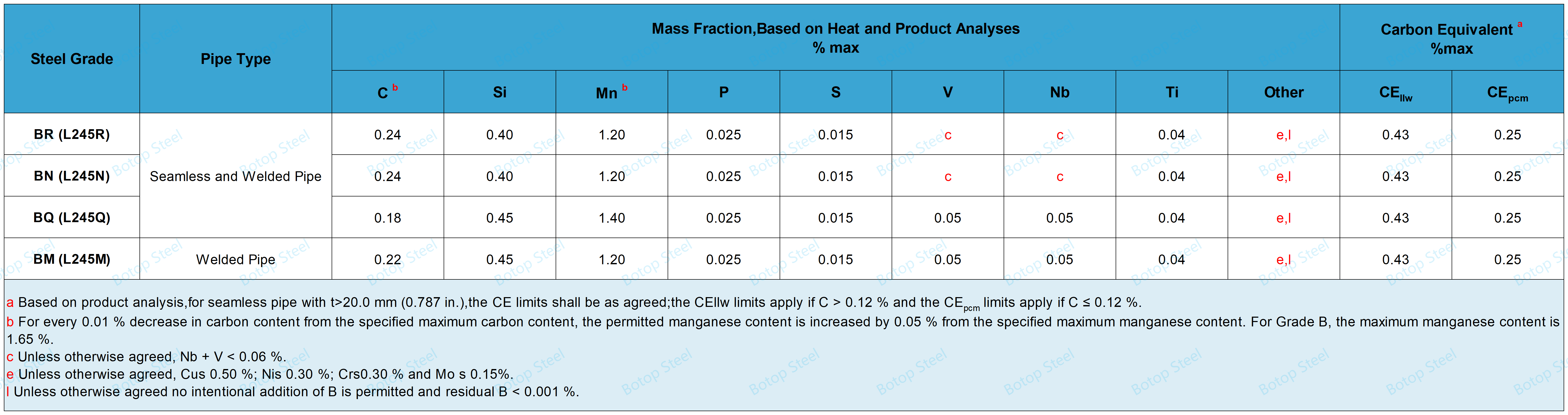
برای محصولات لوله فولادی PSL2 که با ... تجزیه و تحلیل شدهاندمحتوای کربن ≤0.12٪معادل کربن CEپی سی امرا میتوان با استفاده از فرمول زیر محاسبه کرد:
CEپی سی ام= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
برای محصولات لوله فولادی PSL2 که با ... تجزیه و تحلیل شدهاندمحتوای کربن > 0.12%معادل کربن CEال دبلیورا میتوان با استفاده از فرمول زیر محاسبه کرد:
CEال دبلیو= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
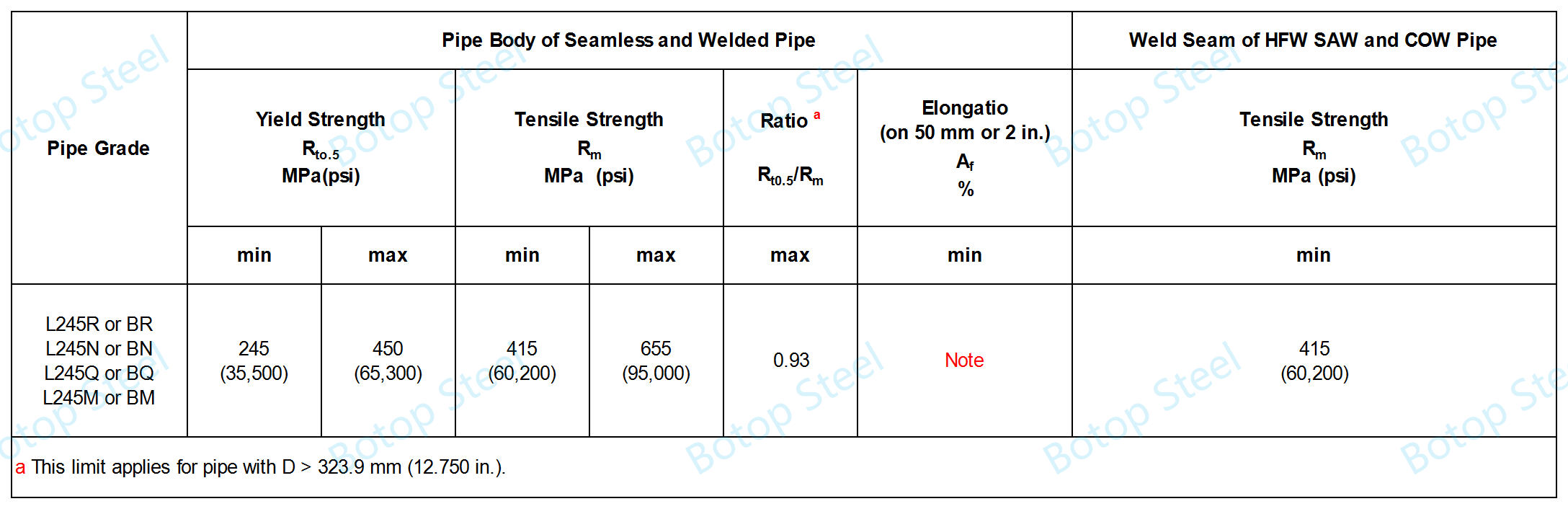
خاصیت مکانیکی API 5L درجه B
خاصیت کششی
خواص کششی PSL1 GR.B

خواص کششی PSL2 GR.B
توجه داشته باشید: حداقل ازدیاد طول مشخص شده، Aفبا استفاده از معادله زیر تعیین میشود:
الفf= C × (Axc۰.۲/U۰.۹)
Cبرای محاسبات با استفاده از واحدهای SI، عدد ۱۹۴۰ و برای محاسبات با استفاده از واحدهای USC، عدد ۶۲۵۰۰۰ است؛
Axc عبارت است از سطح مقطع قطعه آزمایش کششی قابل اجرا، که بر حسب میلیمتر مربع (اینچ مربع) به صورت زیر بیان میشود:
۱) برای قطعات آزمایشی با مقطع دایرهای، ۱۳۰ میلیمتر2(0.20 اینچ2) برای قطعات آزمایشی با قطر ۱۲.۷ میلیمتر (۰.۵۰۰ اینچ) و ۸.۹ میلیمتر (۰.۳۵۰ اینچ)؛ ۶۵ میلیمتر2(0.10 اینچ2) برای قطعات آزمایشی با قطر ۶.۴ میلیمتر (۰.۲۵۰ اینچ)؛
۲) برای قطعات آزمایشی با مقطع کامل، کوچکترینِ الف) ۴۸۵ میلیمتر2(0.75 اینچ2) و ب) سطح مقطع قطعه آزمایشی، T که با استفاده از قطر خارجی مشخص شده و ضخامت دیواره مشخص شده لوله، گرد شده به نزدیکترین 10 میلی متر، بدست آمده است2(0.01 اینچ2);
۳) برای قطعات آزمایشی نواری، کوچکترینِ الف) ۴۸۵ میلیمتر2(0.75 اینچ2) و ب) سطح مقطع قطعه آزمایشی، که با استفاده از عرض مشخص شده قطعه آزمایشی و ضخامت دیواره مشخص شده لوله، به دقت 10 میلی متر گرد شده است2(0.01 اینچ2);
Uحداقل استحکام کششی مشخص شده است که بر حسب مگاپاسکال (پوند بر اینچ مربع) بیان میشود.
تست خمش
هیچ قسمتی از نمونه نباید ترک بخورد و جوش نیز نباید ترک بخورد.
تست مسطح سازی
برای لوله فولادی LSAW قابل استفاده نیست.
مناسب برایEW, LW، وCWتولید انواع لوله.
آزمون خمش هدایتشده
هرگونه ترک یا پارگی در فلز جوش که طول آن بیش از 3.2 میلیمتر (0.125 اینچ) باشد را صرف نظر از عمق، آشکار کنید.
هرگونه ترک یا پارگی در فلز پایه، منطقه داغ (HAZ) یا خط ذوب که بیش از 3.2 میلیمتر (0.125 اینچ) یا عمیقتر از 12.5٪ ضخامت دیواره مشخص شده باشد را آشکار کنید.
آزمایش ضربه CVN برای لوله PSL 2
آزمایش ضربه CVN (شکاف V شکل چارپی)، یک روش آزمایش استاندارد برای ارزیابی چقرمگی مواد هنگام قرار گرفتن در معرض بارهای ضربهای سریع است.
الزامات زیر برای گریدهای ≤ X60 یا L415 اعمال میشود.
| الزامات انرژی جذب شده CVN برای بدنه لوله PSL 2 | |
| قطر خارجی مشخص شده D میلیمتر (اینچ) | انرژی جذب شده CVN با اندازه کامل دقیقه Kv جی (فوت.پوند) |
| ≤762 (30) | 27 (20) |
| > 762 (30) تا 2134 (84) | 40 (30) |
آزمایش DWT برای لوله جوش داده شده PSL 2
میانگین مساحت برش در هر آزمایش باید در دمای آزمایش ۰ درجه سانتیگراد (۳۲ درجه فارنهایت) ≥ ۸۵٪ باشد.
برای لولههایی با ضخامت دیواره > 25.4 میلیمتر (1 اینچ)، الزامات پذیرش برای آزمایش DWT باید مورد مذاکره قرار گیرد.
تست هیدرواستاتیک
زمان آزمون
تمام اندازههای لولههای فولادی بدون درز و جوش داده شده با قطر ≤ ۴۵۷ میلیمتر (۱۸ اینچ):زمان آزمایش ≥ 5 ثانیه;
لوله فولادی جوش داده شده D > 457 میلیمتر (18 اینچ):زمان آزمایش ≥ 10 ثانیه.
فرکانس آزمایش
هر لوله فولادی.

فشارهای آزمایش
فشار تست هیدرواستاتیک P یکلوله فولادی سادهرا میتوان با استفاده از فرمول محاسبه کرد.
P = 2St/D
Sتنش حلقهای است. مقدار آن برابر با حداقل استحکام تسلیم مشخص شده لوله فولادی xa (درصد xa) بر حسب مگاپاسکال (psi) است.
برای API 5L درجه B، این درصدها برای فشار تست استاندارد ۶۰٪ و برای فشار تست اختیاری ۷۰٪ است.
برای قطر کمتر از ۸۸.۹ میلیمتر (۳۵۰۰ اینچ)، لازم نیست فشار آزمایش از ۱۷.۰ مگاپاسکال (۲۴۷۰ psi) بیشتر شود؛
برای قطر بزرگتر از ۸۸.۹ میلیمتر (۳۵۰۰ اینچ)، لازم نیست فشار آزمایش از ۱۹.۰ مگاپاسکال (۲۷۶۰ psi) بیشتر شود.
tضخامت دیواره مشخص شده، بیان شده بر حسب میلیمتر (اینچ)؛
Dقطر خارجی مشخص شده است که بر حسب میلیمتر (اینچ) بیان میشود.
بازرسی غیرمخرب
برای لولههای SAW، دو روش،UT(آزمایش اولتراسونیک) یاRT(آزمایش رادیوگرافی)، معمولاً استفاده میشوند.
ET(آزمایش الکترومغناطیسی) برای لولههای SAW قابل استفاده نیست.
درزهای جوش داده شده روی لولههای جوش داده شده با گرید ≥ L210/A و قطر ≥ 60.3 میلیمتر (2.375 اینچ) باید به صورت غیرمخرب از نظر ضخامت و طول کامل (100%) مطابق مشخصات، بازرسی شوند.

معاینه غیر مخرب UT

آزمایش غیر مخرب RT
قطر خارجی و ضخامت دیواره را مشخص کنید
مقادیر استاندارد برای قطرهای خارجی مشخص شده و ضخامت دیواره مشخص شده لوله فولادی در ... آورده شده است.ایزو ۴۲۰۰وASME B36.10M.

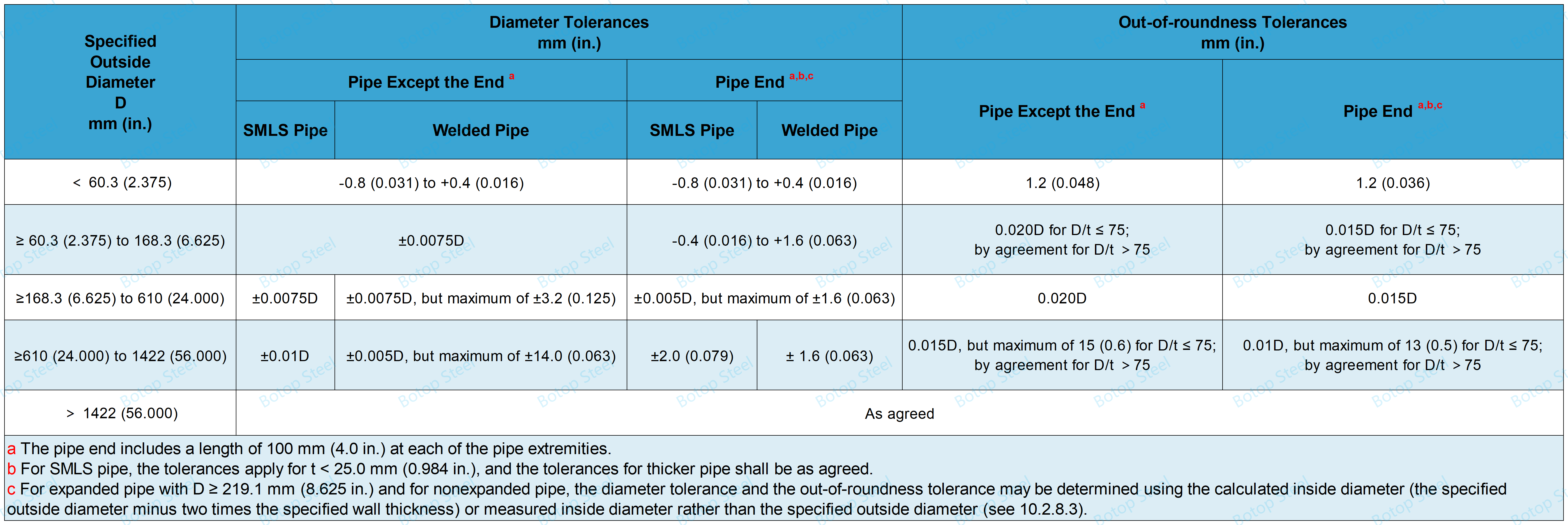
تلرانسهای ابعادی
تلرانسهای قطر و عدم گردی
قطر یک لوله فولادی به صورت محیط لوله در هر صفحه محیطی تقسیم بر عدد π تعریف میشود.
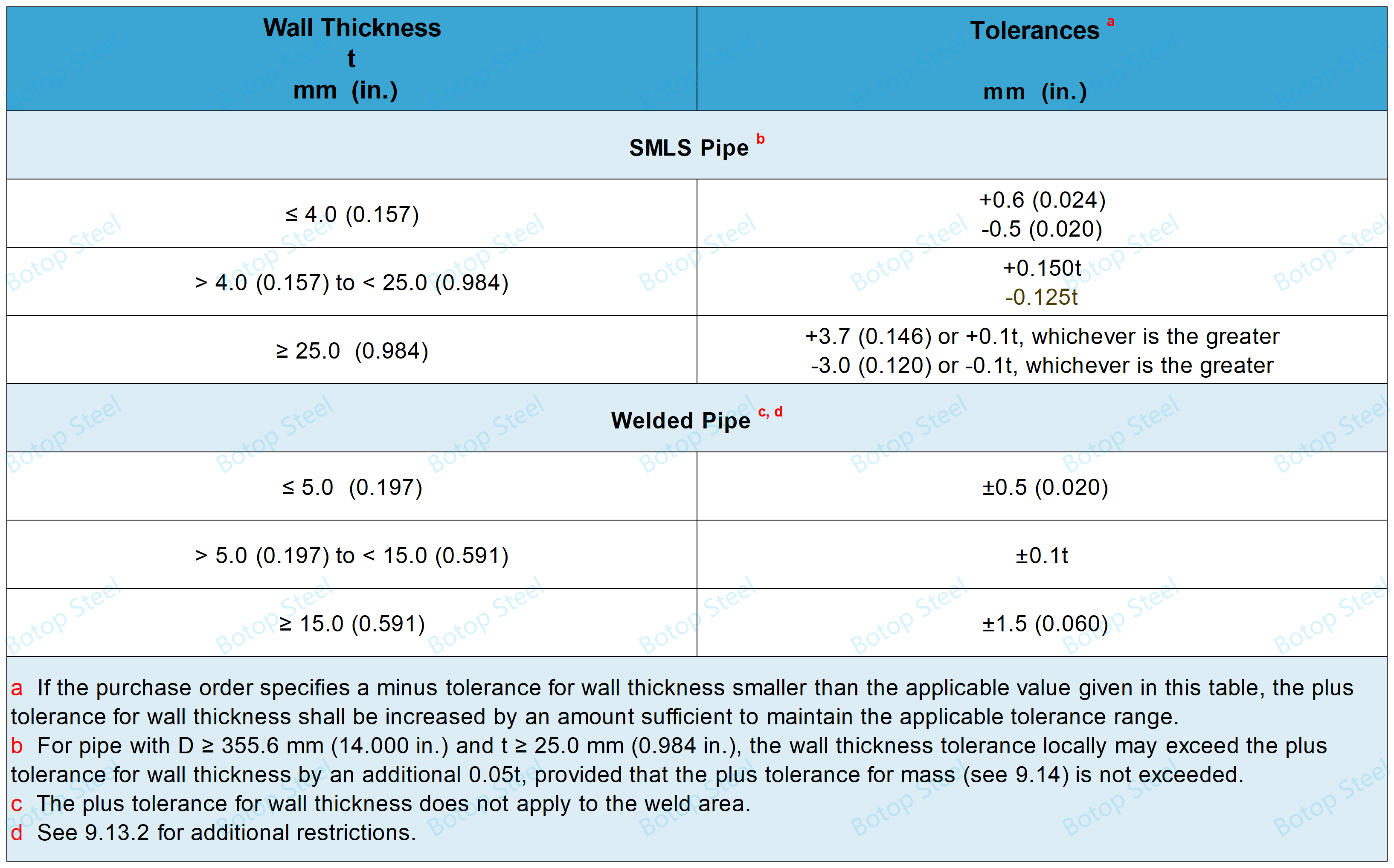
تلرانسهای ضخامت دیواره
تحمل طول
طول تقریبیباید با تلرانس ±500 میلیمتر (20 اینچ) تحویل داده شود.
تحمل برایطول تصادفی
| تعیین طول تصادفی متر (فوت) | حداقل طول متر (فوت) | حداقل طول متوسط برای هر مورد سفارش متر (فوت) | حداکثر طول متر (فوت) |
| لوله رزوه شده و کوپل شده | |||
| 6 (20) | ۴.۸۸ (۱۶.۰) | ۵.۳۳ (۱۷.۵) | ۶.۸۶ (۲۲.۵) |
| 9 (30) | ۴.۱۱ (۱۳.۵) | ۸.۰۰ (۲۶.۲) | ۱۰.۲۹ (۳۳.۸) |
| 12 (40) | ۶.۷۱ (۲۲.۰) | ۱۰.۶۷ (۳۵.۰) | ۱۳.۷۲ (۴۵.۰) |
| لوله ساده | |||
| 6 (20) | ۲.۷۴ (۹.۰) | ۵.۳۳ (۱۷.۵) | ۶.۸۶ (۲۲.۵) |
| 9 (30) | ۴.۱۱ (۱۳.۵) | ۸.۰۰ (۲۶.۲) | ۱۰.۲۹ (۳۳.۸) |
| 12 (40) | ۴.۲۷ (۱۴.۰) | ۱۰.۶۷ (۳۵.۰) | ۱۳.۷۲ (۴۵.۰) |
| 15 (50) | ۵.۳۳ (۱۷.۵) | ۱۳.۳۵ (۴۳.۸) | ۱۶.۷۶ (۵۵.۰) |
| 18 (60) | ۶.۴۰ (۲۱.۰) | ۱۶.۰۰ (۵۲.۵) | ۱۹.۸۱ (۶۵.۰) |
| 24 (80) | ۸.۵۳ (۲۸.۰) | ۲۱.۳۴ (۷۰.۰) | ۲۵.۹۱ (۸۵.۰) |
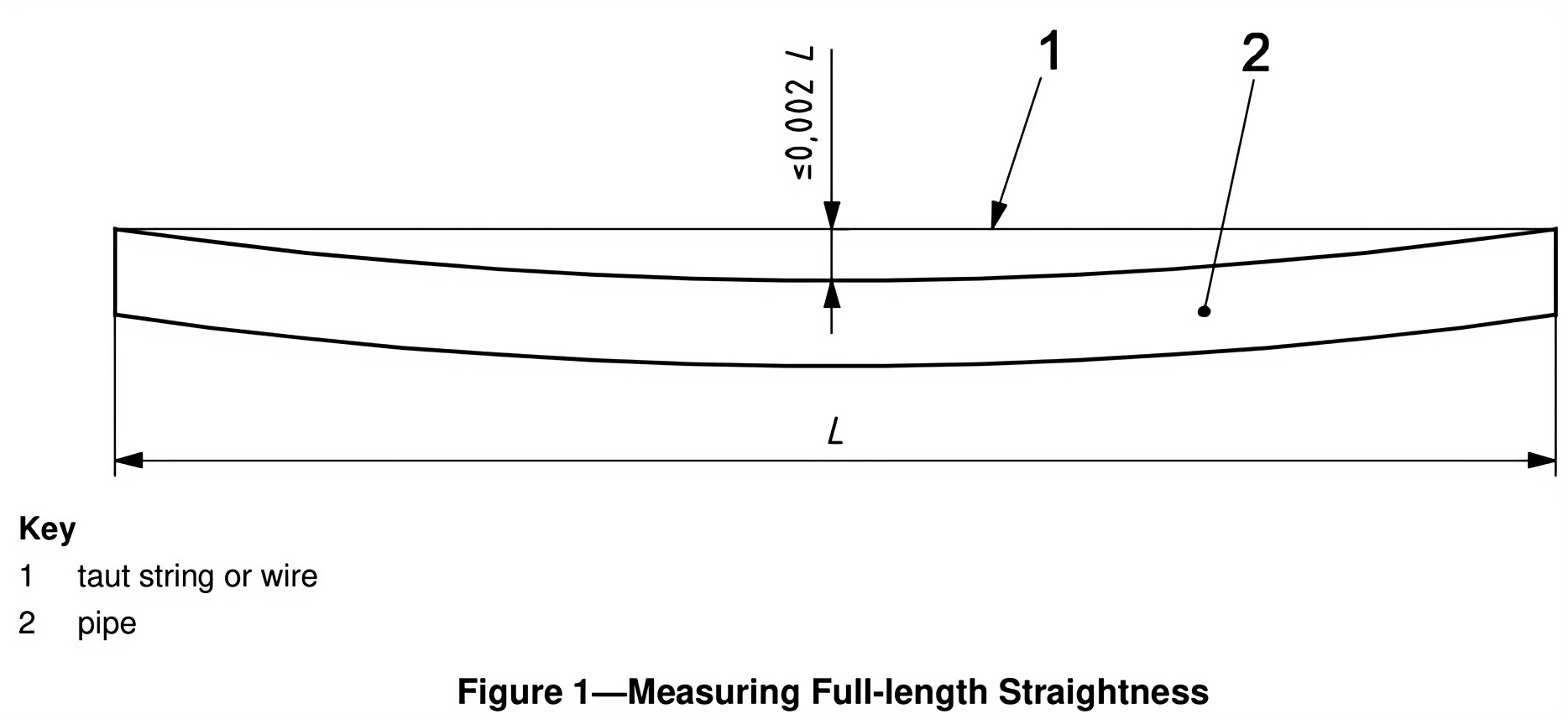
تحمل برای صافی
انحراف از راستای قائمتمام طول لوله: ≤ 0.200 لیتر؛
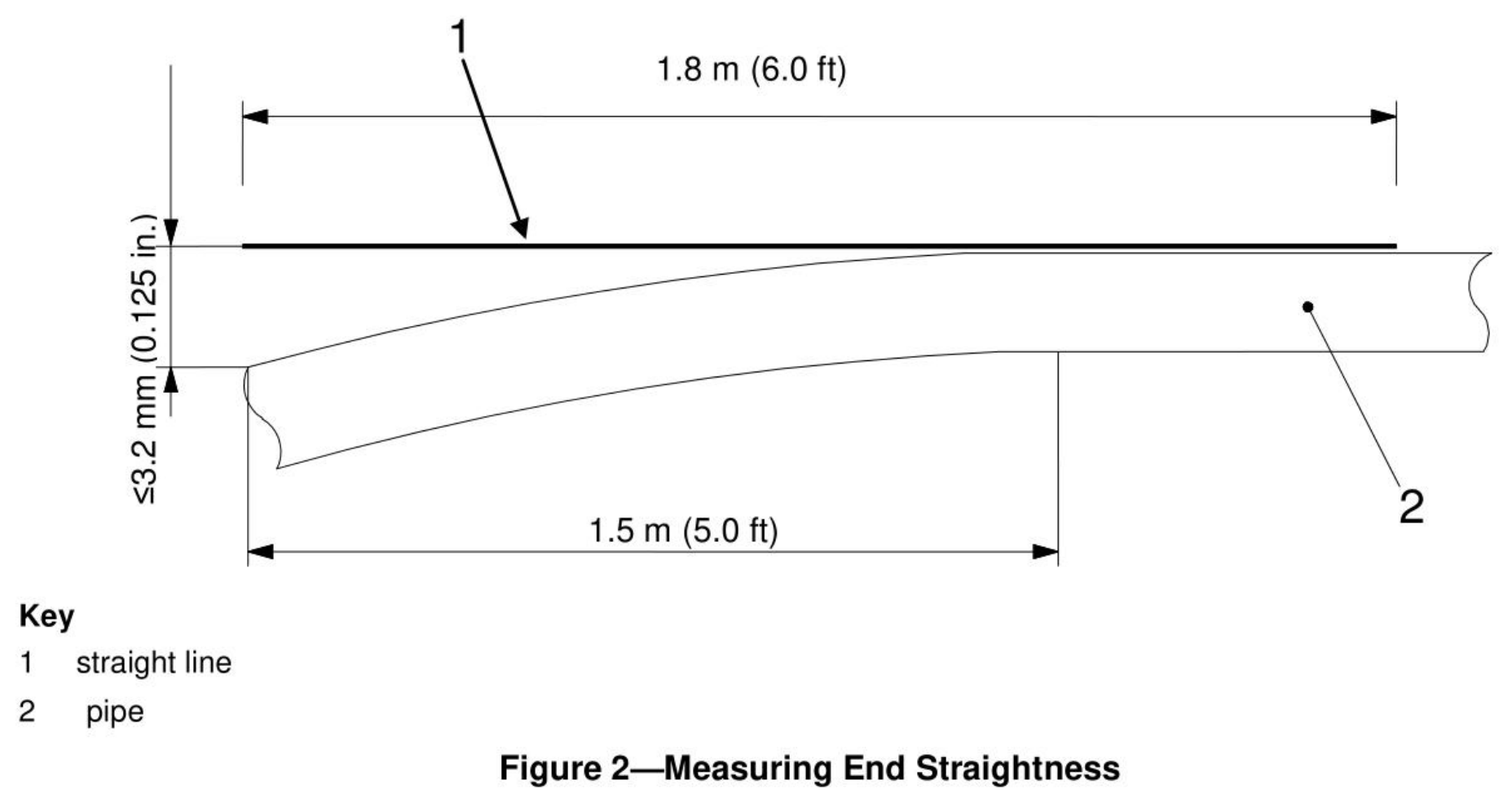
انحراف مستقیمی ازانتهای لوله فولادی ۱.۵ متری (۵.۰ فوت): ≤ ۳.۲ میلیمتر (۰.۱۲۵ اینچ).
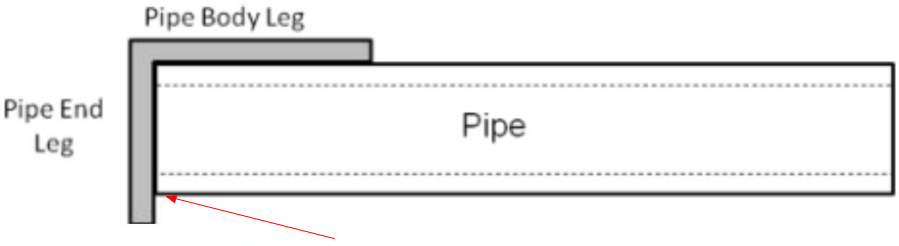
تحمل برای صافی
مربع بودن انتهای لوله به صورت مربعی تا انتهای لوله تعریف میشود.
میزان ناصافی باید کمتر از ۱.۶ میلیمتر (۰.۰۶۳ اینچ) باشد. میزان ناصافی به صورت فاصله بین انتهای لوله و پایه انتهایی لوله اندازهگیری میشود.
تلرانسهای مربوط به درز جوش
حداکثر انحراف شعاعی مجازبرای لولههای SAW و COW.
| ضخامت دیواره مشخص شده t میلیمتر (اینچ) | حداکثر انحراف شعاعی مجازaمیلیمتر (اینچ) |
| ≤ ۱۵.۰ (۰.۵۹۰) | ۱.۵ (۰.۰۶۰) |
| > 15.0 (0.590) تا 25.0 (0.984) | 0.1 تن |
| > 25.0 (0.984) | ۲.۵ (۰.۰۹۸) |
| aاین محدودیتها در مورد جوشهای انتهایی نوار/صفحه نیز اعمال میشود. | |
حداکثر ارتفاع مجاز جوشبرای لولههای SAW و COW (به جز در انتهای لولهها).
| ضخامت دیواره مشخص شده میلیمتر (اینچ) | ارتفاع جوش میلیمتر (اینچ) ماکسیم | |
| مهره داخلی | مهره خارجی | |
| ۱۳.۰≤ (۰.۵۱۲) | ۳.۵ (۰.۱۳۸) | ۳.۵ (۰.۱۳۸) |
| >13.0 (0.512) | ۳.۵ (۰.۱۳۸) | ۴.۵ (۰.۱۷۷) |
جوش باید انتقال صافی به سطح لوله فولادی مجاور داشته باشد.
جوشهای انتهای لوله باید تا طول ۱۰۰ میلیمتر (۴.۰ اینچ) و با ارتفاع جوش باقیمانده ≤ ۰.۵ میلیمتر (۰.۰۲۰ اینچ) سنگزنی شوند.
تحمل برای جرم
هر لوله فولادی:
الف) برای لولههای سبک ویژه: -5.0% - +10.0%؛
ب) برای لولههای درجه L175، L175P، A25 و A25P: -5.0% - +10.0%؛
ج) برای سایر لولهها: -۳.۵٪ - +۱۰.۰٪.
لوله به ازای هر لات(≥ ۱۸ تن (۲۰ تن) برای هر بسته سفارش):
الف) برای گریدهای L175، L175P، A25 و A25P: -3.5٪؛
ب) برای سایر گریدها: -1.75٪.
API 5L GR.B کاربردها
لوله فولادی API 5L درجه B نوعی لوله خطی است که عمدتاً برای انتقال سیالاتی مانند نفت، گاز طبیعی و آب استفاده میشود و یکی از مواد رایج در صنعت نفت و گاز است.
سیستمهای انتقال نفت و گازلوله فولادی API 5L درجه B معمولاً در تأسیسات استخراج و فرآوری میدان نفت و گاز برای انتقال نفت خام و گاز طبیعی به سیستمهای جمعآوری یا تأسیسات فرآوری استفاده میشود.
خطوط لوله آببرای بهبود مقاومت در برابر خوردگی آنها جهت استفاده در انتقال آب، از جمله سیستمهای آبرسانی و آبیاری، میتوان از عملیات سطحی اضافی مانند پوششها یا روکشها استفاده کرد.
پالایشگاهها: در پالایشگاهها، لوله فولادی API 5L Grade B برای انتقال انواع مواد شیمیایی و واسطههای مشتق شده از تقطیر جزء به جزء نفت خام استفاده میشود.
ساخت و ساز و زیرساخت: در صنعت ساخت و ساز، برای ساخت پل ها، سازه های پشتیبانی یا سایر پروژه های مهم زیرساختی، به ویژه در مواردی که حمل و نقل مایعات در مسافت های طولانی مورد نیاز است.
معادل API 5L درجه B
ASTM A106 درجه Bلولههای فولادی کربنی بدون درز که معمولاً برای خدمات با دمای بالا استفاده میشوند، ترکیب شیمیایی و خواص مکانیکی بسیار شبیه به API 5L Grade B دارند. ASTM A106 Grade B معمولاً برای انتقال بخار آب با دمای بالا، مواد شیمیایی و فرآوردههای نفتی استفاده میشود.
ASTM A53 درجه Bاین نوع دیگری از لولههای فولادی کربنی است که میتواند جوش داده شده یا بدون درز باشد و به طور گسترده در کاربردهای مکانیکی، ساختمانی و سایر کاربردهای مهندسی مورد استفاده قرار میگیرد. اگرچه در درجه اول برای کاربردهای فشار و دمای پایین استفاده میشود، برخی از پارامترهای خواص مکانیکی آن مشابه API 5L درجه B است.
EN 10208-2 L245NB: برای ساخت خطوط لوله جهت انتقال گازهای قابل اشتعال و سایر مایعات استفاده میشود. L245NB (1.0457) یک فولاد خط لوله با استحکام متوسط با خواص مکانیکی مشابه API 5L درجه B است.
ایزو ۳۱۸۳ L245: در سیستمهای انتقال خط لوله در صنعت نفت و گاز استفاده میشود. L245 در ISO 3183 از نظر خواص بسیار نزدیک به API 5L درجه B است و اغلب میتوان از آنها به جای یکدیگر استفاده کرد.
خدمات اضافی که میتوانیم ارائه دهیم
فولاد بوتاپنه تنها لوله فولادی API 5L درجه B با کیفیت بالا ارائه میدهد، بلکه مجموعهای از خدمات پشتیبانی، از جمله طیف گستردهای از گزینههای پوشش ضد خوردگی، راهحلهای بستهبندی شخصیسازیشده و پشتیبانی لجستیکی جامع را نیز به شما ارائه میدهد تا اطمینان حاصل شود که میتوانیم نیازهای مختلف شما را برآورده کنیم.
ما متعهد به ایجاد یک پلتفرم منبعیابی یکپارچه هستیم که به شما امکان دسترسی آسان به تمام محصولات و خدمات مورد نیازتان را میدهد. با خدمات حرفهای و قابل اعتماد ما، میتوانید هر مرحله از پروژه خود را به طور کارآمد و بدون دردسر انجام دهید و کیفیت و پیشرفت را تضمین کنید. هدف ما این است که قابل اعتمادترین شریک شما باشیم.
پوشش ضد خوردگی
فولاد بوتاپطیف گستردهای از گزینههای پوشش محافظ خوردگی را ارائه میدهد، از جملهرنگ شده، گالوانیزه،3LPE (پلی اتیلن سنگین)، 3LPP،افبیایو وزنههای تعادل سیمانی، برای برآورده کردن نیازهای مختلف استفاده از پروژه شما.
بسته بندی
ما گزینههای بستهبندی متنوعی از جمله عدل، برزنت، جعبه و درب لوله ارائه میدهیم که میتوانند برای رفع نیازهای خاص شما سفارشیسازی شوند.


پشتیبانی فنی
شرکت ما متعهد به ارائه خدمات پشتیبانی فنی جامع است که تمام مراحل یک پروژه را پوشش میدهد. از آمادهسازی مناقصه قبل از پروژه گرفته تا تدارکات و ترتیبات حمل و نقل در اواسط پروژه، و همچنین نگهداری و عیبیابی پس از پروژه، تیم حرفهای ما میتواند مشاوره و پشتیبانی تخصصی را در اختیار شما قرار دهد.
هدف ما کمک به شما در خرید محصولات با کیفیت بالا و مقرون به صرفه در چین است، و تضمین میکنیم که پروژه شما به طور روان و با هزینهای مقرون به صرفه اجرا شود. ما مشتاقانه منتظر همکاری با شما برای ایجاد آیندهای برد-برد هستیم.









