
EFW-Pipo (Elektro-Fuzi-Veldita Pipo) estas veldita ŝtala tubo farita per fandado kaj kunpremado de ŝtala plato per la elektra arka velda tekniko.
Pipa Tipo
Ŝtala tubo EFW estas kutime rekta veldita ŝtala tubo.
Ĝi povas esti karbonŝtala tubo aŭ alojŝtala tubo.

EFW-Normoj kaj Karakterizaĵoj
ASTM A358
304, 304L, 316, 316L kaj aliaj neoksideblaj ŝtalgradoj ofte uzataj en aplikoj postulantaj bonan korodreziston.
ASTM A671
CA55, CB60, CB65, CB70, kaj aliaj karbonŝtalaj gradoj por malalt-temperaturaj medioj.
ASTM A672
Karbonaj kaj alojaj ŝtalaj gradoj A45, A50, B60, B65, kaj B70 por aplikoj je meztemperaturaj temperaturoj.
ASTM A691
CM65, CM70, CM75, kaj aliaj alojŝtalaj gradoj estas desegnitaj por aplikoj submetitaj al alta premo.
API 5L
Gradoj B, X42, X52, X60, X65, X70, kaj aliaj karbonŝtalaj tubgradoj por longdistancaj nafto- kaj gasoduktoj.
Niaj Produktoj
Proceza Fluo de EFW Ŝtala Tubo
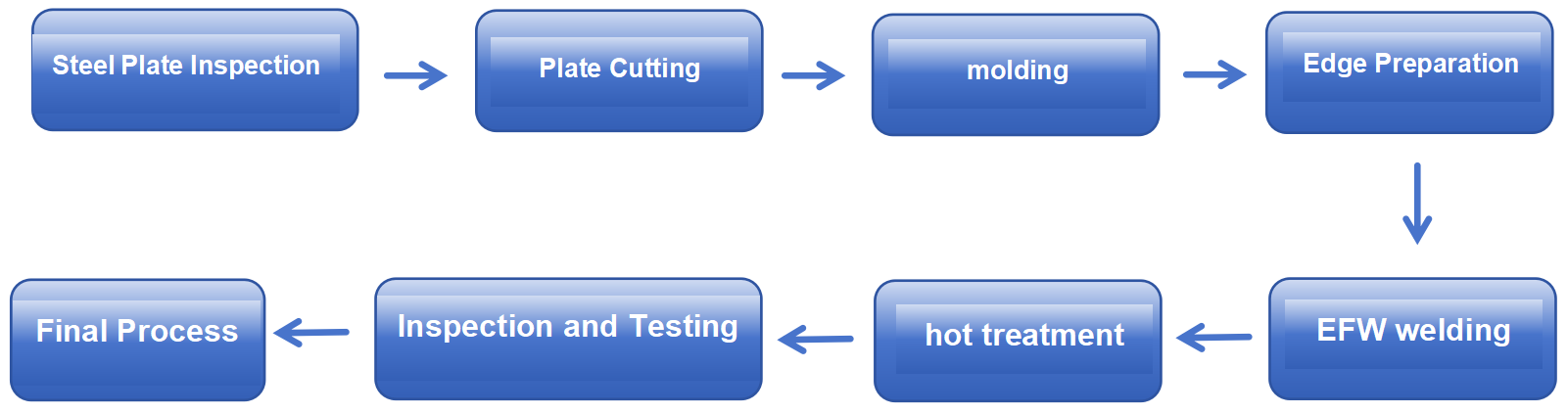
En praktiko, la procezo estas pli kompleksa, jene:
Materiala elekto
Elektu la taŭgan ŝtalplatan materialon laŭ la bezonata kemia konsisto kaj mekanikaj ecoj.
La ŝtala plato devas esti inspektita por konfirmi, ke ĝi estas libera de difektoj, kaj la surfaco devas esti purigita por forigi iujn ajn malpuraĵojn aŭ oksidojn, kiuj povus influi la kvaliton de la veldsuturo.
Plato-tranĉado
La plato estas tranĉita al la bezonata grandeco, kutime per plasmo aŭ flamtranĉaj metodoj.
Post tranĉo, la randoj de la plato povas postuli plian maŝinadon por certigi precizan vicigon kaj konekton dum veldado.
Platformado
Ŝtalaj platoj estas fleksitaj en cilindrajn formojn uzante gazetarojn aŭ laminejojn.
Alĝustigoj estas faritaj al la formita tubformo por certigi, ke la finoj estas perfekte vicigitaj por prepari por la sekva veldadprocezo.
Randa preparo
La formita tubforma fino estas muelita aŭ maŝinprilaborita por krei bevelitan randon por plena penetro de la veldsuturo.
EFWVeldado
Uzante la arkveldan teknikon, la randoj de ŝtalaj platoj estas varmigitaj al fandita stato je altaj temperaturoj.
Per elektra arko kaj premo, la randoj de la fandita ŝtalo estas kunfanditaj por formi veldsuturon. Ĉi tiu paŝo povas postuli plurajn veldsuturojn por certigi la forton kaj kvaliton de la veldsuturo.
Post-velda varmotraktado
Post kiam veldado estas finita, post-velda varmotraktado estas efektivigita por malpezigi streĉojn en la veldsuturo kaj en la ŝtalo.
Tio kutime implikas varmigi la tutan tubon aŭ veldsuturaĵon ĝis specifa temperaturo kaj poste malvarmigi ĝin sub kontrolitaj kondiĉoj.
Inspektado kaj testado
Tuboj estas detale inspektataj kaj testitaj post veldado kaj varmotraktado.
Tio inkluzivas vidan inspektadon, dimensian inspektadon, nedestruktivan testadon (ekz. ultrasonan aŭ radiografian testadon), kaj ankaŭ mekanikan proprecan testadon (ekz. streĉan kaj frakan testadon).
Fina prilaborado
Tuboj estas tranĉitaj al specifaj longoj, bevelitaj ĉe la finoj, kaj eble finitaj per surfacaj traktadoj kiel ekzemple tegaĵoj.
La preta tubo estas markita per koncernaj informoj kiel materiala grado, grandeco, fornnumero, ktp. por spurebleco kaj uzo.
Avantaĝoj de EFW Ŝtala Tubo
Altkvalitaj veldsuturoj
La uzo de elektro-fuzia veldadoteknologio ebligas altkvalitajn veldsuturojn kun homogeneco kaj malaltaj difektoftecoj, plibonigante strukturan integrecon.
Granda grandeco kaj dika mura produktado
La EFW-procezo taŭgas por la produktado de granddiametraj kaj dikmuraj tuboj por alta premo kaj pezaj ŝarĝpostuloj.
Larĝa gamo de aplikoj
Povas pritrakti vastan gamon da karbonaj kaj alojaj ŝtaloj, taŭgaj por altaj temperaturoj, altaj premoj kaj korodaj medioj.
Produktada Fleksebleco
Tre aŭtomatigita produktadlinio, veldaj parametroj povas esti adaptitaj laŭ produktadgrandeco kaj dikeco.
Ekonomia
Longdaŭra fortikeco kaj malaltaj bontenadbezonoj provizas bonan ĝeneralan ekonomikon malgraŭ altaj komencaj kostoj.
Malavantaĝoj de EFW-ŝtala tubo
Pli altaj kostoj
EFW-tubo estas tipe pli multekosta por produkti ol aliaj specoj de velditaj tuboj, kiel ekzemple rezistvelditaj (ERW) tuboj. Ĉi tio estas ĉefe pro la altkvalitaj materialoj uzitaj kaj la kompleksa produktada procezo.
Pli malaltaj produktadotarifoj
La EFW-procezo havas relative malrapidan produktadorapidecon ĉar ĝi implikas pli kompleksajn veldajn kaj varmotraktadajn procezojn. Tio povas konduki al pli longaj produktadcikloj, precipe por granddiametraj kaj dikmuraj tuboj.
Grandecaj Limigoj
Kvankam EFW taŭgas por produkti grand-diametrajn tubojn, la teknologio eble ne estas tiel ekonomia aŭ aplikebla por pli malgrandaj tubgrandecoj, precipe en aplikaj scenaroj kie pli alta precizeco kaj fajnaj diametroj estas necesaj.
Velda Kvalito
Kvankam elektro-fuzia veldado provizas altkvalitajn veldsuturojn, la fandado kaj fuzio dum la veldadprocezo tamen povas enkonduki difektojn kiel poreco, nefuzio kaj enfermaĵoj, kiujn necesas administri per rigora kvalito-kontrolo kaj inspektado.
Altaj postuloj de funkciigistoj
Produktado de veldmaterialoj kaj aliaj veldmaterialoj postulas tre spertajn funkciigistojn kaj riparpersonaron por certigi, ke la veldprocezo estas plenumata ĝuste kaj la ekipaĵo funkcias ĝuste. Tio kondukas al pliigita investo en trejnado kaj kapablo-disvolviĝo por dungitoj.
Aplikoj
Nafto- kaj gasindustrio

Kemia industrio

Elektroindustrio

Konstruado kaj infrastrukturo
Botop Steel estas altkvalita fabrikanto kaj provizanto de velditaj karbonŝtalaj tuboj el Ĉinio, kaj ankaŭ stokisto de senjuntaj ŝtalaj tuboj, vi povas kontakti nin por viaj ŝtaltubaj bezonoj!
Etikedoj: EFW, EFW-tubo, EFW-tubaro, Provizantoj, fabrikantoj, fabrikoj, stokistoj, kompanioj, pogranda, aĉeto, prezo, oferto, groco, vendota, kosto.
Afiŝtempo: 9-a de aprilo 2024