



ASTM A335 P91, ankaŭ konata kielASME SA335 P91, estas senjunta ferita alojŝtala tubo por alt-temperatura servo, UNS-numero K91560.
Ĝi havas minimumonstreĉrezisto de 585 MPa(85 ksi) kaj minimumostreĉforto de 415 MPa(60 ksi).
P91ĉefe enhavas alojajn elementojn kiel kromo kaj molibdeno, kaj aldoniĝas diversaj aliaj alojaj elementoj, apartenantaj al laalt-aloja ŝtalo, do ĝi havas superforton kaj bonegan korodreziston.
Krome, P91 estas havebla en du tipoj,Tipo 1kajTipo 2, kaj estas ofte uzata en elektrocentraloj, rafinejoj, kritika ekipaĵo por kemiaj instalaĵoj, kaj tubaro en alttemperaturaj kaj altpremaj medioj.
Ŝtalaj tuboj P91 estas klasifikitaj en du tipojn, Tipo 1 kaj Tipo 2.
Ambaŭ tipoj estas samaj rilate al mekanikaj ecoj kaj aliaj postuloj kiel varmotraktado,kun malgrandaj diferencoj en kemia konsisto kaj specifa aplika fokuso.
Kemia konsistoKompare kun Tipo 1, la kemia konsisto de Tipo 2 estas pli rigora kaj enhavas pli da alojaj elementoj por provizi pli bonan varmo- kaj korodreziston.
AplikojPro la optimumigita kemia konsisto, Tipo 2 estas pli taŭga por ekstreme altaj temperaturoj aŭ pli korodaj medioj, aŭ en aplikoj kie pli alta forto kaj daŭreco estas necesaj.
Ŝtala tubo ASTM A335 devas estisenjunta.
La senjunta fabrikada procezo estas kategoriigita envarma finpolurokajmalvarme tirita.
Sube estas diagramo de la varma finpolura procezo.

Aparte, P91, alt-aloja ŝtala tubo, kiu ofte estas uzata en severaj medioj submetitaj al altaj temperaturoj kaj premoj, senjunta ŝtala tubo estas unuforme streĉita kaj povas esti farita en dikmura, tiel certigante pli altan sekurecon kaj pli bonan kostefikecon.
P91 Ĉiuj tuboj devas esti varmotraktitaj por optimumigi la mikrostrukturon de la tubo, plibonigi ĝiajn mekanikajn ecojn kaj plifortigi la reziston al alta temperaturo kaj premo.
| Grado | Varmotrakta Tipo | Normaliga Temperaturo | Moderiga Temperaturo |
| P91 Tipo 1 kaj Tipo 2 | normaligi kaj moderigi aŭ | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| sensoifigi kaj moderigi | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
P91 Tipo 1 Kemiaj Komponantoj
| Grado | Konsisto, % | ||||||
| P91 Tipo 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 maksimumo | 0.010 maksimumo | 0,20 - 0,50 | 8.00 - 9.50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0.40 maks | 0.02 maks | 0,06 - 0,10 | 0.01 maks | 0.01 maks | |
P91 Tipo 2 Kemiaj Komponantoj
| Grado | Konsisto, % | ||||||
| P91 Tipo 2 Produktaj Kemiaj Komponantoj | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 maksimumo | 0,005 maksimumo | 0,20 - 0,40 | 8.00 - 9.50 | 0,80 - 1,05 | |
| V | Ni | Al | N | N/Al-proporcio | Nb | Ti | |
| 0,16 - 0,27 | 0.20 maks | 0.02 maks | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0.01 maks | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0.01 maks | 0.01 maks | 0,003 maksimumo | 0.01 maks | 0.001 maksimumo | 0.05 maks | 0.10 maks | |
Per la du bildoj supre, estas facile vidi la diferencon inter kemiaj elementoj de Tipo 1 kaj Tipo 2 kaj iliaj limigoj.
1. Streĉa Eco
La streĉa testo estas ofte uzata por mezuri larendimenta forto, streĉa forto, kajplilongigon de la eksperimenta programo pri ŝtalaj tuboj, kaj estas vaste uzata en la materialaj ecoj de la testo.
| P91 Tipo 1 kaj Tipo 2 | |||
| Tirstreĉa forto | 85 ksi [585 MPa] min | ||
| Rendimentoforto | 60 ksi [415 MPa] min | ||
| Plilongigo | Plilongigaj Postuloj | Longituda | Transversa |
| Plilongigo en 2 coloj aŭ 50 mm, (aŭ 4D), min., %; Baza minimuma plilongigo por muro 6 coloj [8 mm] kaj pli dikeco, striotestoj, kaj por ĉiuj malgrandaj grandecoj testitaj en plena sekcio. | 20 | — | |
| Kiam oni uzas norman rondan 2-colan aŭ 50-mm mezurilan longon aŭ proporcie pli malgrandan specimenon kun mezurila longo egala al 4D (4-oble la diametro). | 20 | 13 | |
| Por striaj testoj, oni devas subtrahi por ĉiu malpliiĝo de 0,8 mm en la dikeco de muro sub 8 mm de la baza minimuma plilongigo de la jenaj procentoj. | 1 | — | |
2. Malmoleco
Diversaj metodoj por testi malmolecon povas esti uzataj, inkluzive de Vickers, Brinell kaj Rockwell.
| Grado | Brinell | Vickers | Rockwell |
| P91 Tipo 1 kaj Tipo 2 | 190 - 250 HBW | 196 - 265 alttensiaj voltoj | 91 HRBW - 25HRC |
Murdikeco <0.065 coloj [1.7 mm]: Neniu malmolectesto necesas;
0,065 coloj [1,7 mm] ≤ mura dikeco <0,200 coloj [5,1 mm]: Oni devas uzi la malmolecteston Rockwell;
Murdikeco ≥ 0.200 coloj [5.1 mm]: laŭvola uzo de Brinell-malmolectesto aŭ Rockwell-malmolectesto.
La testo pri malmoleco de Vickers aplikeblas al ĉiuj dikecoj de muroj de tuboj. La testmetodo estas efektivigata laŭ la postuloj de E92.
3. Platiga Testo
Eksperimentoj devas esti faritaj laŭ Sekcio 20 de la normo ASTM A999.
4. Kurba Testo
Kurbu je 180° je ĉambra temperaturo, neniuj fendetoj devas aperi sur la ekstero de la kurbita parto.
Grandeco > NPS25 aŭ D/t ≥ 7.0: Flekstesto devus esti farita sen platiĝtesto.
5. P91 Laŭvolaj Eksperimentaj Programoj
La jenaj eksperimentaj eroj ne estas devigaj testobjektoj, se necese eblas determini ilin per intertraktado.
S1: Produkta Analizo
S3: Platiga Testo
S4: Metalstrukturaj kaj Gravafortaj Testoj
S5: Mikrofotoj
S6: Mikrofotoj por individuaj pecoj
S7: Alternativa Varmotraktado - Grado P91 Tipo 1 kaj Tipo 2
La hidrotesto P91 devas plenumi la jenajn postulojn.
Ekstera diametro >10 coloj [250 mm] kaj mura dikeco ≤ 0,75 coloj [19 mm]: ĉi tio devus esti hidrostatika testo.
Aliaj grandecoj por nedetruaj elektraj testoj.
Por ferita alojŝtalo kaj rustorezista ŝtalo tuboj, la muro estas submetita al premo de ne malpli ol60% de la specifita minimuma streĉforto.
La hidrotesta premo devas esti konservata dum almenaŭ 5ssen elfluado aŭ aliaj difektoj.
Hidraŭlika premopovas esti kalkulita per la formulo:
P = 2St/D
P = hidrostatika testpremo en psio [MPa];
S = streĉo sur la muro de la tubo en psi aŭ [MPa];
t = specifita mura dikeco, nominala mura dikeco laŭ specifita ANSI-horarnumero aŭ 1,143-oble la specifita minimuma mura dikeco, en [mm];
D = specifita ekstera diametro, ekstera diametro korespondanta al specifita ANSI-tubgrandeco, aŭ ekstera diametro kalkulita per aldono de 2t (kiel difinite supre) al la specifita interna diametro, en mm.
Tubo P91 estas inspektata per la testmetodo E213. La normo E213 ĉefe koncernas ultrasonan testadon (UT).
Se specife specifite en la mendo, ĝi ankaŭ povas esti inspektita laŭ la testmetodo E309 aŭ E570.
La normo E309 kutime traktas elektromagnetan (kirlokurentan) inspektadon, dum E570 estas inspektadmetodo implikanta kirlokurentajn arojn.
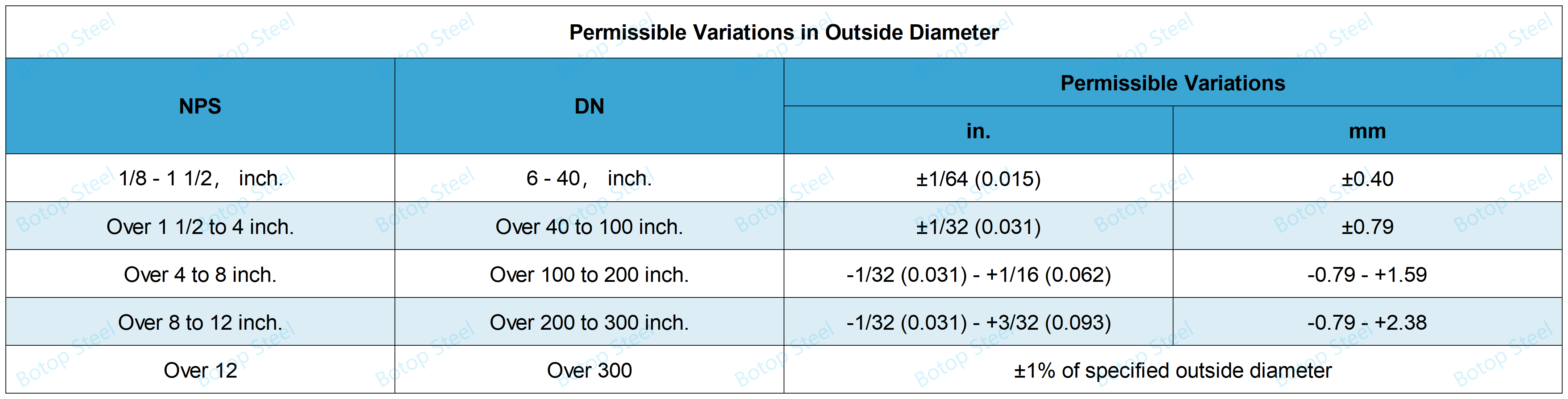
Permeseblaj Varioj en Diametro
Por tubo mendita alinterna diametro, la interna diametro ne devas varii pli ol ±1% de la specifita interna diametro.
Tubaĵo mendita enNPS [DN] aŭ eksteraj diametrojne rajtas variigi eksterajn diametrojn pli ol specifite en la subaj tabeloj.
Permeseblaj Varioj en Murdikeco
Mezuradoj de murdikeco devas esti faritaj per mekanikaj dikecmezuriloj aŭ konvene kalibritaj nedestruktaj testaparatoj kun taŭga precizeco. En kazo de disputo, la mezurado determinita per mekanikaj dikecmezuriloj superregas.
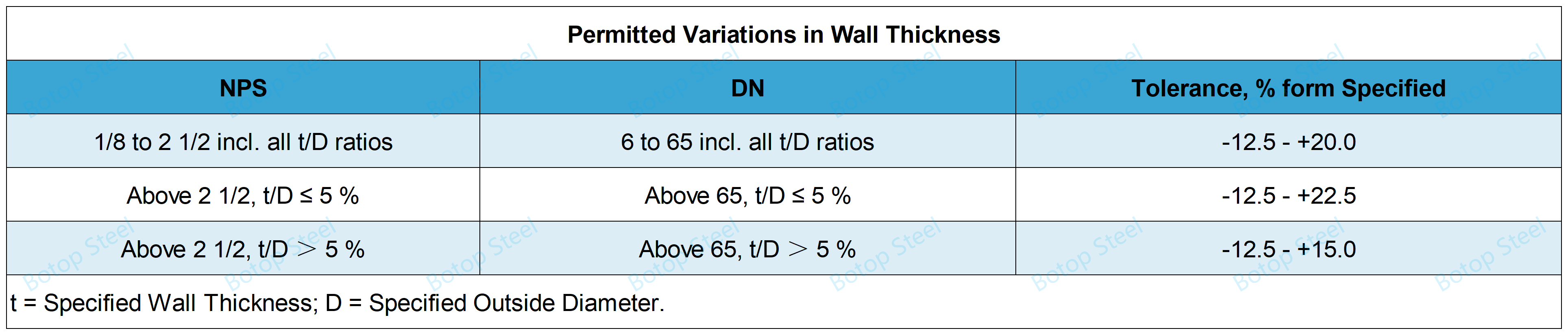
La minimuma dikeco de muro kaj ekstera diametro por inspektado por plenumo de ĉi tiu postulo por la tubo mendita laŭ NPS [DN] kaj horarnumero estas montritaj enASME B36.10M.
Difektoj
Surfacaj neperfektaĵoj estas konsiderataj difektoj se ili superas 12.5% de la nominala murdikeco aŭ superas la minimuman murdikecon.
Neperfektaĵoj
Mekanikaj markoj, abrazioj kaj kavaĵoj, el kiuj ĉiuj neperfektaĵoj estas pli profundaj ol 1/16 colo [1,6 mm].
Markoj kaj abrazioj estas difinitaj kiel kablomarkoj, difektoj, gvidmarkoj, rulmarkoj, pilkogratvundoj, poentaroj, ĵetkubmarkoj, kaj similaj.
Riparo
Difektojn oni povas forigi per muelado, kondiĉe ke la restanta murdikeco ne estas malpli ol la minimuma murdikeco.
Riparoj ankaŭ povas esti faritaj per veldado sed devas plenumi la koncernajn postulojn de A999.
Ĉiuj riparveldsuturoj en P91 devas esti faritaj per unu el la jenaj veldprocezoj kaj konsumaĵoj: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + neŭtrala fluo; GTAW, A5.28/A5.28M ER90S-B9; kaj FCAW A5.29/A5.29M E91TI-B9. Krome, la sumo de la Ni+Mn-enhavo de ĉiuj veldkonsumaĵoj uzitaj por veldi riparon P91 Tipo 1 kaj Tipo 2 ne devas superi 1.0%.
Tubo P91 devus esti varme traktita je 730-800 °C post riparo de veldaĵo.
La ekstera surfaco de la inspektita ŝtala tubo devas enhavi la jenajn elementojn:
Nomo aŭ varmarko de la fabrikanto; norma numero; grado; longo kaj aldona simbolo "S".
La markoj por hidrostatika premo kaj nedetrua testado en la suba tabelo ankaŭ estu inkluzivitaj.
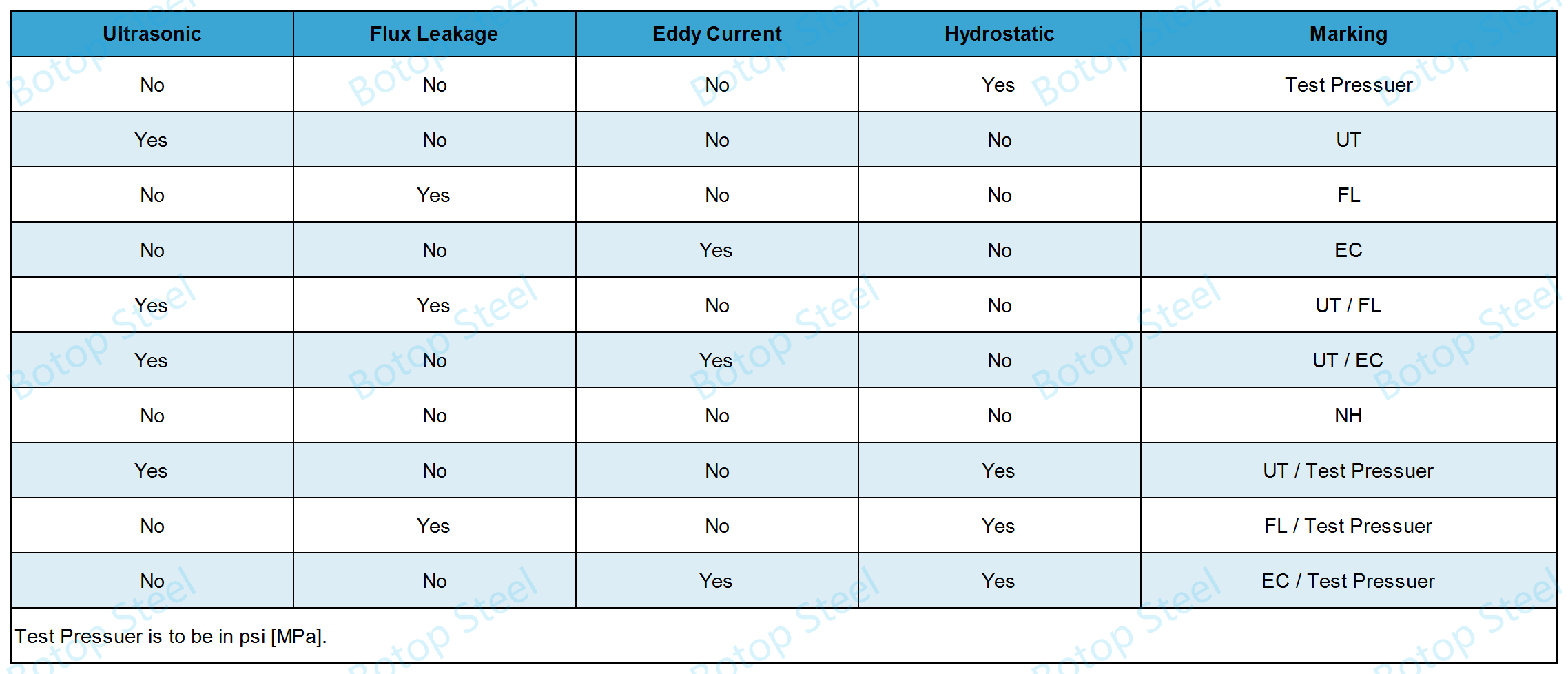
Se la tubo estas riparita per veldado, ĝi devas esti markita "WR".
p91 La tipo (Tipo 1 aŭ Tipo 2) estu indikita.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: ASTM A335 P91 senjunta ŝtala tubo;
OD1/8"- 24";
WTlaŭASME B36.10postuloj;
HoraroSCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 kaj SCH160;
Identigo:STD (norma), XS (ekstra-forta), aŭ XXS (duobla ekstra-forta);
AdaptadoNenormaj tubograndecoj ankaŭ haveblas, personecigitaj grandecoj haveblas laŭpete;
LongoSpecifaj kaj hazardaj longoj;
IBR-AtestadoNi povas kontakti la triapartan inspektan organizon por akiri IBR-atestilon laŭ viaj bezonoj, niaj kunlaboraj inspektaj organizoj estas BV, SGS, TUV, ktp.;
FinoPlata fino, bevelita, aŭ kompozita tubfino;
SurfacoMalpezaj tuboj, farbo kaj aliaj provizoraj protektoj, forigo kaj polurado de rusto, galvanizado kaj plasto-kovritaj, kaj aliaj longdaŭraj protektoj;
PakadoLigna kazo, ŝtala zono aŭ ŝtaldrata pakado, plasta aŭ fera tubfina protektilo, ktp.














