
Ocelové trubky JIS G 3456Trubky z uhlíkové oceli jsou primárně vhodné pro použití v provozních prostředích s vnějším průměrem mezi 10,5 mm a 660,4 mm při teplotách nad 350 ℃.

Navigační tlačítka
Klasifikace jakosti JIS G 3456
Suroviny
Výrobní procesy JIS G 3456
Konec trubky
Horká léčba
Chemické složky dle JIS G 3456
Zkouška tahem dle JIS G 3456
Experiment se zploštěním
Zkouška ohybatelnosti
Hydraulická zkouška nebo nedestruktivní zkouška (NDT)
Tabulka hmotností trubek a rozpisy trubek dle JIS G 3456
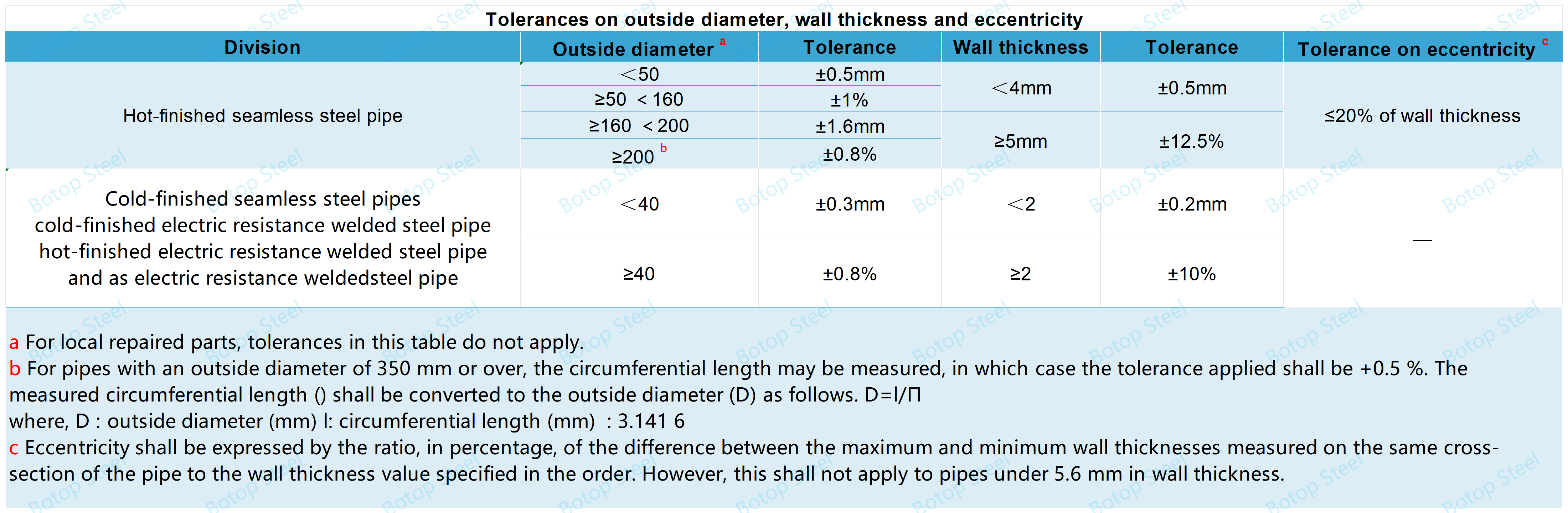
Rozměrové tolerance
Vzhled
Značení dle normy JIS G 3456
Aplikace ocelových trubek JIS G 3456
Normy související s JIS G 3456
Naše související produkty
Klasifikace jakosti JIS G 3456
Norma JIS G 3456 má tři stupně pevnosti v tahu trubky.
STPT370, STPT410 a STPT480
Představují trubky s minimální pevností v tahu 370, 410 a 480 N/mm² (MPa).
Suroviny
Trubky budou vyrobeny z klidové oceli.
Uklidněná ocel je speciální typ oceli, který se vyznačuje přidáním specifických prvků, jako je hliník a křemík, během procesu tavení, aby absorbovaly a vázaly kyslík a další škodlivé nečistoty v oceli.
Tento proces účinně odstraňuje plyny a nečistoty, čímž zlepšuje čistotu a jednotnost oceli.
Výrobní procesy JIS G 3456
Vyrobeno s použitím vhodné kombinace výrobních procesů trubek a metod konečné úpravy.
| Symbol stupně | Symbol výrobního procesu | ||
| Proces výroby trubek | Metoda dokončení | Označení | |
| STPT370 STPT410 STPT480 | Bezešvé:S | Teplovodní tváření:H Za studena tvářené:C | Jak je uvedeno v bodě 13 b). |
| Elektrické odporové svařování:E Tupé svařování:B | Teplovodní tváření:H Za studena tvářené:C Při svařování elektrickým odporem:G | ||
ProSTPT 480U trubek třídy těsnosti se smí používat pouze bezešvé ocelové trubky.
Pokud se používá odporové svařování, musí být svary na vnitřním a vnějším povrchu trubky odstraněny, aby se dosáhlo hladkého svaru.
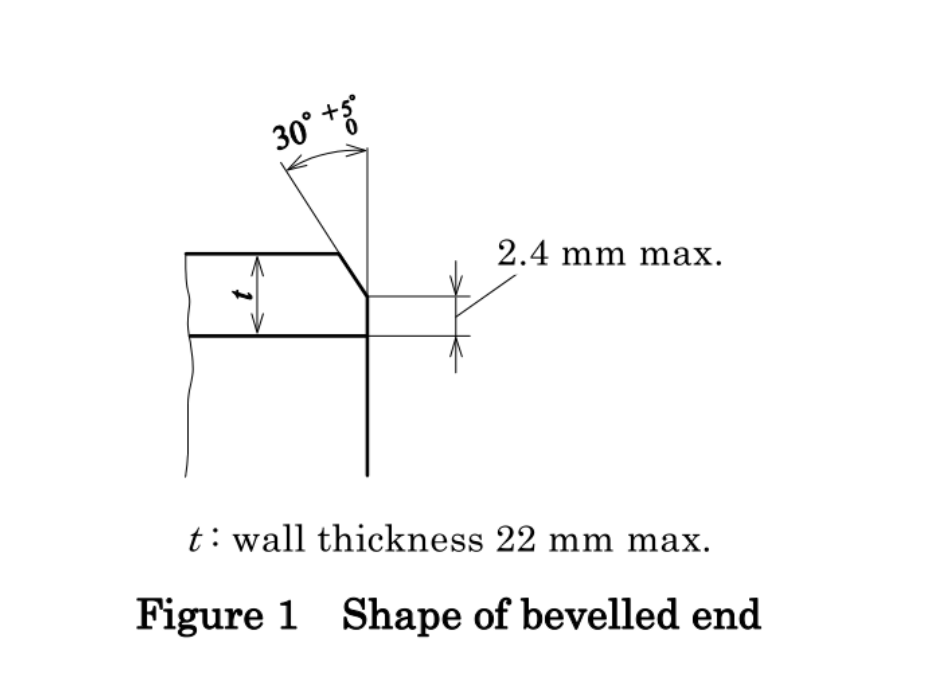
Konec trubky
Potrubí by mělo býtplochý konec.
Pokud je nutné trubku opracovat do zkoseného konce, u ocelových trubek o tloušťce stěny ≤ 22 mm je úhel zkosení 30–35°, šířka zkosení hrany ocelové trubky: maximálně 2,4 mm.
Ocelové trubky s tloušťkou stěny větší než 22 mm mají šikmý konec, obvykle zpracovaný jako kompozitní zkosený profil. Prováděcí normy se mohou vztahovat na příslušné požadavky normy ASME B36.19.
Horká léčba
Vyberte vhodný proces tepelného zpracování podle jakosti a výrobního procesu.

Chemické složky dle JIS G 3456
Testování chemického složení
Metoda tepelné analýzy musí být v souladu s normou JIS G 0320.
Metoda analýzy produktu musí být v souladu s normou JIS G 0321.
| Symbol stupně | C(Uhlík) | Si(Křemík) | Mn(Mangan) | P(Fosfor) | S(Síra) |
| maximum | maximum | maximum | |||
| STPT370 | 0,25 % | 0,10–0,35 % | 0,30–0,90 % | 0,035 % | 0,035 % |
| STPT410 | 0,30 % | 0,10–0,35 % | 0,30–1,00 % | 0,035 % | 0,035 % |
| STPT480 | 0,33 % | 0,10–0,35 % | 0,30–1,00 % | 0,035 % | 0,035 % |
Tolerance chemického složení
Bezešvé ocelové trubky musí podléhat tolerancím uvedeným v tabulce 3 normy JIS G 0321.
Ocelové trubky svařované odporem musí podléhat tolerancím uvedeným v tabulce 2 normy JIS G 0321.
Zkouška tahem dle JIS G 3456
Zkušební metody: Zkušební metody musí být v souladu s normami uvedenými v normě JIS Z.2241.
Trubka musí splňovat požadavky uvedené v tabulce 4 na pevnost v tahu, mez kluzu a prodloužení.
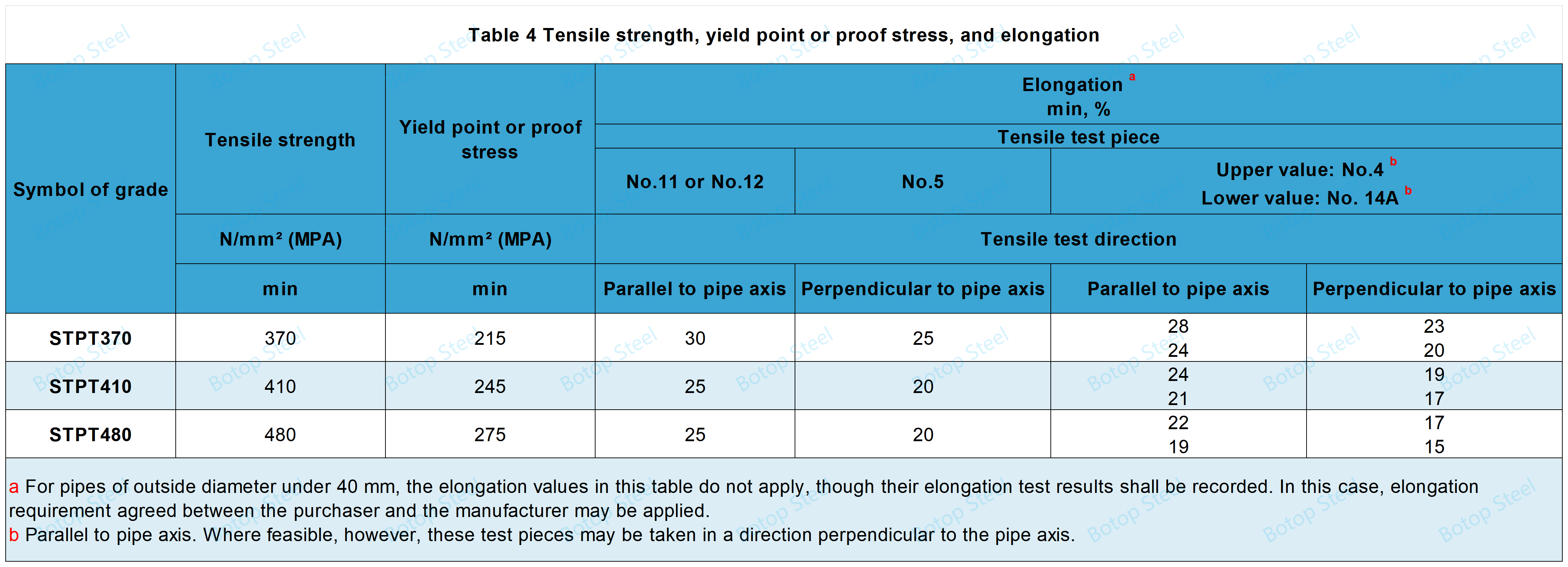
Použitý zkušební kus musí být č. 11, č. 12 (č. 12A, č. 12B nebo č. 12C), č. 14A, č. 4 nebo č. 5 specifikovaný v normě JIS Z 2241.
Průměr zkušebního tělesa č. 4 musí být 14 mm (měřená délka 50 mm).
Zkušební kusy č. 11 a č. 12 se odebírají rovnoběžně s osou potrubí,
Zkušební kusy č. 14A a č. 4, buď rovnoběžně, nebo kolmo k ose trubky,
a zkušební kus č. 5, kolmo k ose trubky.
Zkušební kus č. 12 nebo č. 5 odebraný z ocelové trubky svařované elektrickým odporem nesmí obsahovat svar.
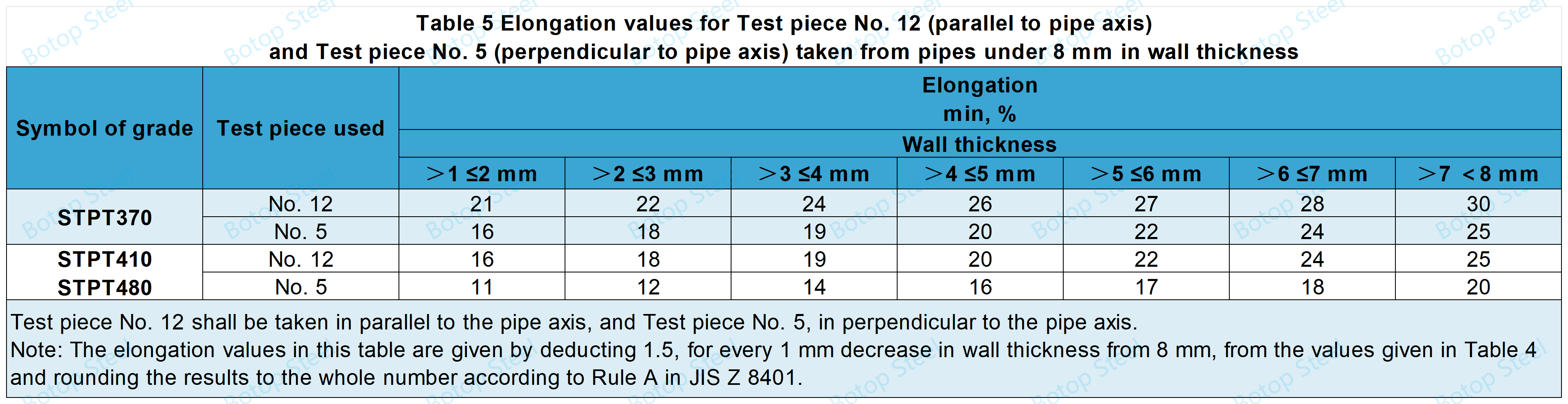
Pro zkoušku tahem trubek o tloušťce menší než 8 mm prováděnou s použitím zkušebního kusu č. 12 nebo zkušebního kusu č. 5 platí požadavek na prodloužení uvedený v tabulce 5.
Experiment se zploštěním
Při pokojové teplotě (5 °C - 35 °C) zploštěte vzorek mezi dvěma plošinami, dokudvzdálenost (H) mezi nimi dosáhne stanovené hodnoty, a poté zkontrolujte, zda se nevyskytly praskliny.
H=(1+e)t/(e+t/D)
нvzdálenost mezi deskami (mm)
t: tloušťka stěny trubky (mm)
Dvnější průměr trubky (mm)
е: konstanta definovaná pro každou jakost potrubí:
0,08 pro STPT370,
0,07 pro STPT410 a STPT480
Zkouška ohybatelnosti
Ohebnost platí pro trubky s vnějším průměrem 60,5 mm nebo méně.
Zkušební metoda Při pokojové teplotě (5 °C až 35 °C) ohýbejte zkušební těleso kolem trnu, dokud vnitřní poloměr nedosáhne šestinásobku vnějšího průměru trubky, a zkontrolujte, zda se v něm nevyskytují trhliny. Při této zkoušce by měl být svar umístěn přibližně o 90° od nejvzdálenější části ohybu.
Zkoušku ohybatelnosti lze provést také v souladu s požadavkem, aby vnitřní poloměr byl čtyřnásobkem vnějšího průměru trubky a úhel ohybu byl 180°.
Hydraulická zkouška nebo nedestruktivní zkouška (NDT)
Na každém potrubí se provede hydraulická zkouška nebo nedestruktivní zkouška.
Hydraulická zkouška
Držte potrubí alespoň 5 sekund při minimálním specifikovaném hydraulickém zkušebním tlaku a zkontrolujte, zda je potrubí schopno odolat tlaku bez úniku.
Hydraulický čas je specifikován dle plánu ocelových trubek.
| Tabulka 6 Minimální hydraulický zkušební tlak | ||||||||||
| Jmenovitá tloušťka stěny | Číslo rozvrhu: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimální zkušební tlak v hydraulice, MPa | 2.0 | 3,5 | 5,0 | 6,0 | 9,0 | 12 | 15 | 18 | 20 | 20 |
Nedestruktivní test
Pokud se používá ultrazvuková kontrola, musí se jako alarmové úrovně použít signály z referenčních vzorků obsahujících referenční standardy typu UD, jak je specifikováno v JIS G 0582; jakýkoli signál z potrubí rovný nebo vyšší než alarmová úroveň musí být odmítnut. Kromě toho musí být minimální hloubka čtvercových vybrání pro zkoušení trubek, kromě povrchové úpravy za studena, 0,3 mm.
Pokud se používá kontrola vířivými proudy, musí se jako úroveň alarmu použít signály z referenční normy typu EY, jak je specifikováno v JIS G 0583; jakýkoli signál z potrubí rovný nebo vyšší než úroveň alarmu je důvodem k odmítnutí.
Tabulka hmotností trubek a rozpisy trubek dle JIS G 3456
Vzorec pro výpočet hmotnosti ocelových trubek
U ocelové trubky předpokládejte hustotu 7,85 g/cm³ a výsledek zaokrouhlete na tři platné číslice.
W=0,02466t(Dt)
Wjednotková hmotnost potrubí (kg/m)
t: tloušťka stěny trubky (mm)
Dvnější průměr trubky (mm)
0,02466: převodní faktor pro získání W
Tabulka hmotnosti potrubí
Tabulky a rozpisy hmotností trubek jsou důležité reference, které se běžně používají v inženýrství potrubních systémů.
Rozpisy potrubí
Tabulka je standardizovaná kombinace tloušťky stěny a jmenovitého průměru potrubí.
Ocelové trubky třídy Schedule 40 a Schedule 80 se široce používají v průmyslu a stavebnictví. Jedná se o běžné velikosti trubek s různou tloušťkou stěny a nosností pro různé scénáře použití.
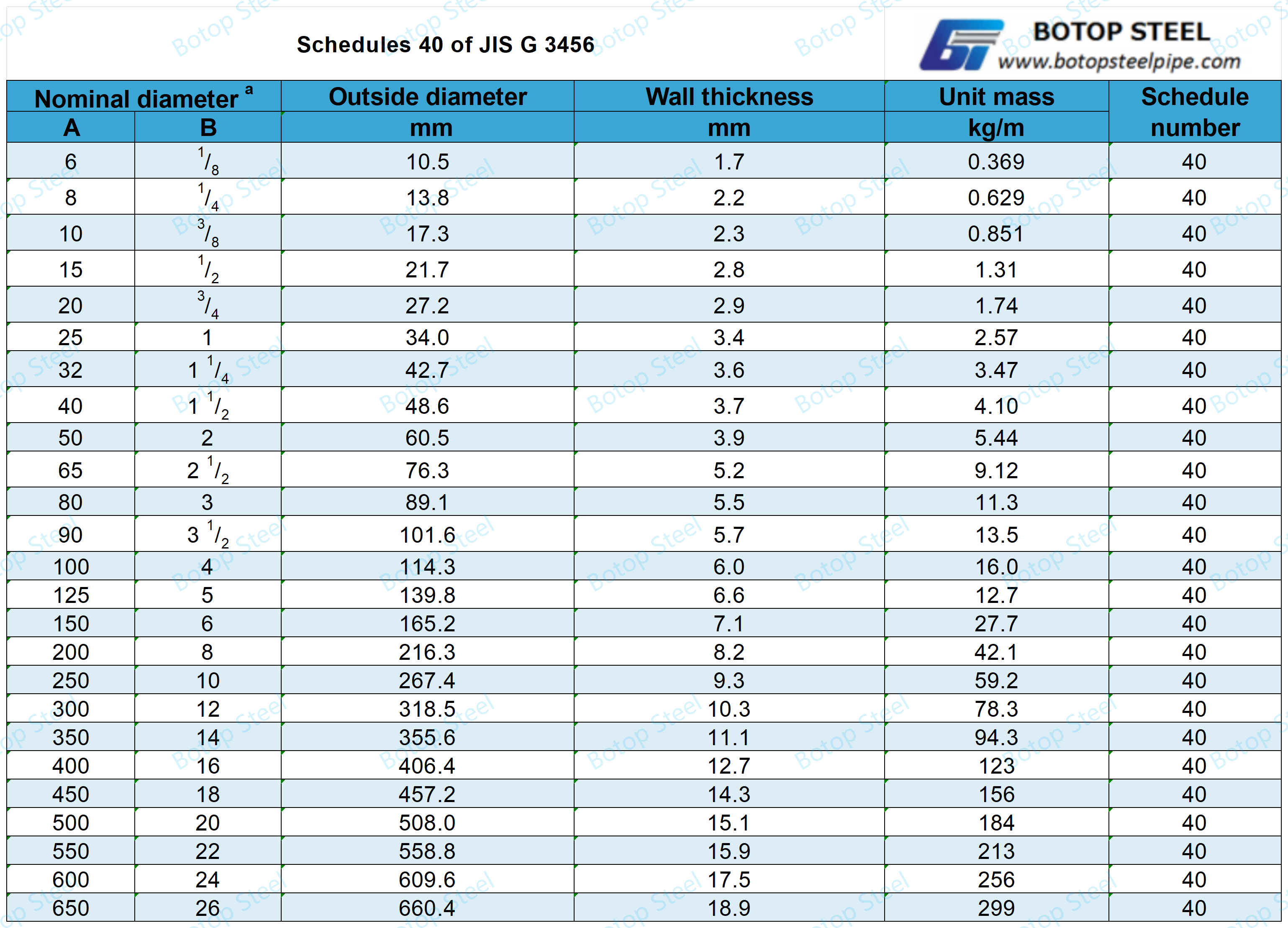
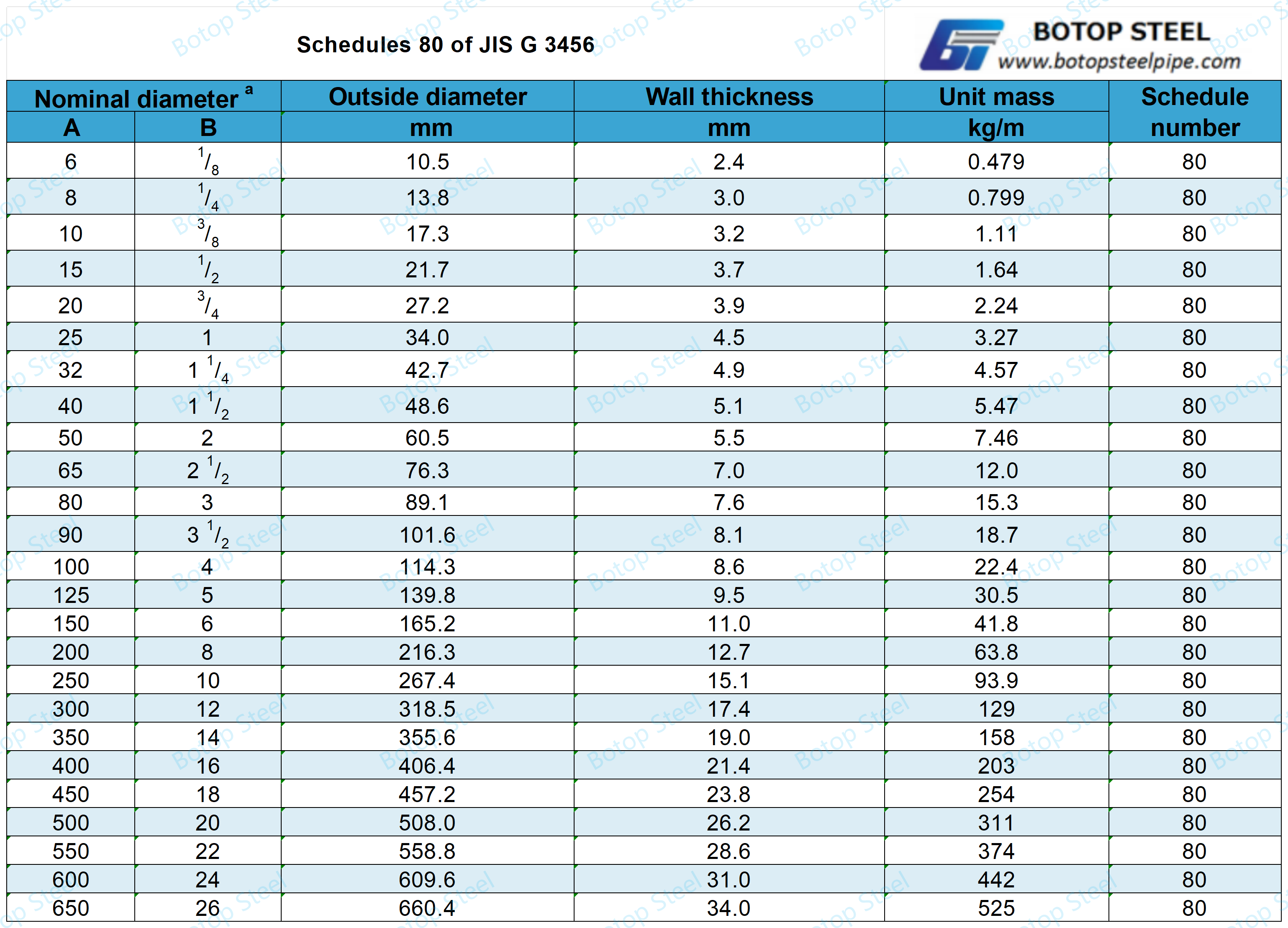
Pokud se chcete dozvědět více otabulka hmotností trubek a rozpis trubekve standardu, můžete si to prohlédnout kliknutím!
Rozměrové tolerance
Vzhled
Vnitřní a vnější povrchy potrubí musí být hladké a bez vad, které by bránily jeho použití.
Trubka musí být rovná, s konci v pravém úhlu k ose trubky.
Trubky lze opravovat broušením, obráběním nebo jinými metodami, ale tloušťka opravené stěny musí zůstat v rámci stanovených tolerancí a opravený povrch musí mít hladký profil.
Tloušťka stěny opravené trubky musí být dodržena v rámci stanovených tolerancí a povrch opravené trubky musí mít hladký profil.
Značení dle normy JIS G 3456
Každé potrubí, které projde kontrolou, by mělo být označeno následujícími informacemi. Štítky lze použít na svazcích trubek malého průměru.
a) Symbol stupně
b) Symbol výrobního procesu
Symbol výrobního procesu musí být následující. Pomlčky lze nahradit mezerami.
Bezešvé ocelové trubky tvarované za tepla: -SH
Za studena tvarované bezešvé ocelové trubky: -SC
Jako elektricky svařovaná ocelová trubka: -EG
Ocelové trubky svařované elektrickým odporem za tepla: -EH
Ocelové trubky svařované za studena elektrickým odporem: -EC
c) Rozměry, vyjádřený jmenovitým průměrem × jmenovitou tloušťkou stěny nebo vnějším průměrem × tloušťkou stěny.
d) Název výrobce nebo identifikační značka
Příklad:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
Aplikace ocelových trubek JIS G 3456
Ocelové trubky JIS G 3456 se obvykle používají pro zařízení a potrubní systémy ve vysokoteplotních a vysokotlakých prostředích, jako jsou kotle, výměníky tepla, vysokotlaké parní potrubí, tepelné elektrárny, chemické závody a papírny.
Normy související s JIS G 3456
Následující normy platí pro potrubí v prostředí s vysokou teplotou a vysokým tlakem a lze je použít jako alternativu k normě JIS G 3456.
ASTM A335/A335M: platí pro trubky z legované oceli
DIN 17175: pro bezešvé ocelové trubky
EN 10216-2: pro bezešvé ocelové trubky
GB 5310: platí pro bezešvé ocelové trubky
ASTM A106/A106M: Bezešvé trubky z uhlíkové oceli
ASTM A213/A213M: Bezešvé trubky a potrubí z legované oceli a nerezové oceli
EN 10217-2: Vhodné pro svařované trubky a potrubí
ISO 9329-2: Bezešvé trubky a potrubí z uhlíkové a legované oceli
NFA 49-211: pro bezešvé ocelové trubky a potrubí
BS 3602-2: pro bezešvé trubky a tvarovky z uhlíkové oceli
Naše související produkty
Jsme výrobce a dodavatel vysoce kvalitních svařovaných trubek z uhlíkové oceli z Číny a také prodejce bezešvých ocelových trubek. Nabízíme vám širokou škálu ocelových potrubních řešení! Pokud se chcete dozvědět více informací o ocelových trubkách, můžete nás kontaktovat.
Štítky: JIS G 3456, SPTP370, STPT410, STPT480, STPT, dodavatelé, výrobci, továrny, prodejci, firmy, velkoobchod, koupit, cena, cenová nabídka, hromadné, na prodej, náklady.
Čas zveřejnění: 29. dubna 2024