Trubka LSAWje podélně svařovaná ocelová trubka vyrobená technologií svařování pod tavidlem.
Ocelové trubky LSAW se vyznačují podélnými svarovými spoji probíhajícími po celé délce trubky, které vyčnívají z vnitřního a vnějšího povrchu trubky.
Výhodou ocelových trubek LSAW je, že z nich lze vyrobit potrubí s velkým průměrem, tlustými stěnami a vysokým tlakem.
| Jméno | Cangzhou Botop International Co., Ltd. |
| Informace | Nachází se v Cangzhou v Číně s celkovou investicí 500 milionů juanů a rozlohou 600 000 metrů čtverečních. |
| Zařízení | Vybaveno pokročilým procesem lisování JCOE a technologií svařování DSAW, kompletním výrobním a testovacím zařízením |
| Výrobní kapacita | Roční produkce více než 200 000 tun |
| Osvědčení | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001 atd. |
| Zúčastněné projekty | Mini vodní elektrárna Ranawala; Tranzitní plynovod č. 2 do Turecka; Mini vodní elektrárna Ranawala; Projekt výstavby města atd. |
| Exportované země | Austrálie, Indonésie, Kanada, Saúdská Arábie, Dubaj, Egypt, Evropa a další země a regiony |
| Výhody | Továrna a výrobce ocelových trubek LSAW; Velkoobchodníci s ocelovými trubkami LSAW; Prodejci ocelových trubek LSAW; Přímý prodej z továrny, zaručená kvalita a nižší ceny. |
Jednoduše řečeno,LSAWVýrobní proces zahrnuje ohýbání ocelových plechů do tvaru trubky a následné svařování pod tavidlem ke svaření okrajů ocelových plechů k sobě za vzniku ocelové trubky.
Dále vás provedeme klíčovými kroky při výrobě ocelových trubek LSAW, abyste měli jasnou představu o celém procesu.

1. Kontrola a řezání plechůV závislosti na implementačních normách ocelových trubek a požadovaných rozměrech budou kvalifikované plechy nařezány na vhodné velikosti.
2. Frézování hranOkraj ocelové trubky upravte do tvaru vhodného pro svařování, například do tvaru V. Tento krok je klíčový pro kvalitu svaru.
3. TvarováníNaše společnost používá tvářecí proces JCOE, při kterém je ocelový plech tvarován do souvislé trubkové struktury pomocí válců a lisu.

4.SvařováníV podélném švu trubkové konstrukce se provádí svařování pod tavidlem, aby se okraje ocelových plechů spojily a vytvořila se ocelová trubka. Toto je nejdůležitější krok v celém procesu.
5. InspekceŘada kontrol, včetně 100% nedestruktivního testování a hydrostatických zkoušek těsnosti ocelových trubek, zajišťuje, že hotový výrobek splňuje normové požadavky.
V samotném výrobním procesu ocelových trubek LSAW existuje kromě výše uvedených klíčových procesů mnoho dalších jemných a složitých kroků. Tyto kroky vyžadují přesnou kontrolu a přísné sledování kvality, aby byla zajištěna výroba vysoce kvalitních ocelových trubek LSAW, které splňují normy.
1. Vysoce přizpůsobivýOcelové trubky LSAW se často používají v prostředí s vysokými teplotami a tlakem. S vhodným povlakem si tyto trubky mohou udržet spolehlivý výkon i v extrémních klimatických podmínkách a složitých geologických podmínkách.
2. Kvalita svařováníPři výrobě LSAW,oboustranné svařování pod tavidlem (DSAW)Používá se proces. Tento proces zajišťuje úplné provaření svaru, čímž se dosahuje vysokého standardu kvality svaru. Svar je rovnoměrný a konzistentní, což dále zvyšuje celkový výkon a spolehlivost ocelové trubky.
3. Ocelová trubka s velkým průměrem a tlustými stěnami:
| Zkratky | Jméno | Vnější průměr | Tloušťka stěny |
| SSAW (HSAW, SAWH) | Spirálové svařování pod tavidlem | 200 - 3500 mm | 5 - 25 mm |
| LSAW (SAWL) | Podélné svařování pod tavidlem | 350 - 1500 mm | 8 - 80 mm |
| ERW | Elektrické odporové svařování | 20 - 660 mm | 2 - 20 mm |
| SMLS | Bezešvé | 13,1 - 660 mm | 2 - 100 mm |
Jak je patrné z výše uvedeného srovnání velikostí výroby, ocelové trubky LSAW mají zjevné výhody při výrobě silnostěnných ocelových trubek velkého průměru a splňují potřeby velkých projektů a průmyslových aplikací.
4. Široce používanéOcelové trubky LSAW se široce používají v přepravě ropy a plynu, pozemním stavitelství, stavbě mostů a dalších oblastech, které vyžadují vysoce pevné ocelové trubky díky jejich vysoké pevnosti a vynikajícímu výkonu.



| Norma | Používání | Stupeň |
| API 5L / ISO 3183 | potrubí | Stupeň B, X42, X52, X60, X65, X72 atd. |
| GB/T 9711 | potrubí | L245, L290, L360, L415, L450 atd. |
| GB/T 3091 | Doprava nízkotlakých kapalin | Q195, Q235A, Q235B, Q275A, Q275B atd. |
| ASTM A252 | Pilotní potrubí | 1. stupeň, 2. stupeň a 3. stupeň |
| ASTM A500 | Za studena tvarované konstrukční trubky | Stupeň B, stupeň C a stupeň D |
| ASTM A501 | Za tepla tvarované konstrukční trubky | Stupeň A, stupeň B a stupeň C |
| EN 10219 | Za studena tvarované konstrukční trubky | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Teplo zušlechtěné konstrukční trubky | S275J0H, S275J2H, S355J0H, S355J2H |
Kromě výše uvedených běžných norem pro ocelové trubky se při výrobě ocelových trubek procesem LSAW používají také materiály a normy ocelového plechu, jako je SS400. Tyto normy zde nejsou uvedeny.
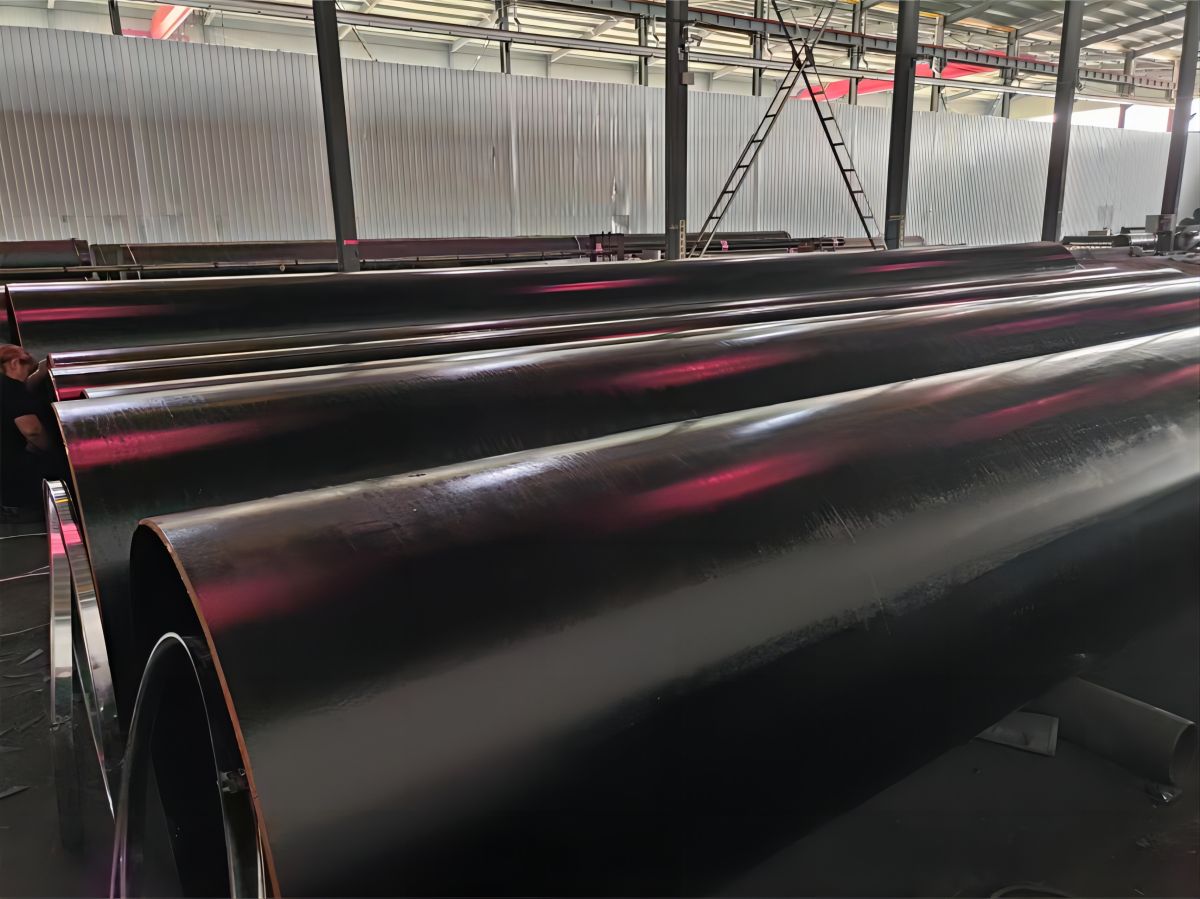
Vnitřní a vnější povrchy ocelových trubek LSAW jsou často potaženy tak, aby vyhovovaly různým provozním prostředím.
Tyto nátěry mohou být dočasné ochranné nátěry nebo dlouhodobé antikorozní nátěry. Mezi běžné typy nátěrů patřímalovat, galvanizace, 3LPE, FBE,TPEP, epoxidový černouhelný dehetatd.
Tyto povlaky účinně chrání ocelové trubky před korozí, prodlužují jejich životnost a zajišťují jejich stabilitu a spolehlivost za různých podmínek prostředí.


Ocelové trubky LSAW jsou důležitým průmyslovým materiálem. Aby byl zajištěn jejich hladký oběh na různých národních a regionálních trzích, musí ocelové trubky LSAW při dovozu a vývozu získat řadu certifikačních dokumentů. Mezi běžné patříCertifikace API 5L,Certifikace ISO 9001,ISO 19001 osvědčení, Certifikace ISO 14001,a Certifikace ISO 45001.