



JIS G 3455je japonská průmyslová norma (JIS) pro provoz za vysokého tlaku při teplotách 350 °C nebo nižších, zejména pro mechanické součásti.
Ocelová trubka STS370je ocelová trubka s minimální pevností v tahu 370 MPa a minimální mezí kluzu 215 MPa, s obsahem uhlíku nejvýše 0,25 % a obsahem křemíku mezi 0,10 % a 0,35 %, která se používá hlavně v aplikacích vyžadujících vysokou pevnost a dobrou svařitelnost, jako jsou stavební konstrukce, mosty, tlakové nádoby a lodní komponenty.
JIS G 3455 má tři stupně.STS370, STS410, STA480.
Vnější průměr 10,5–660,4 mm (6–650 Å) (1/8–26B).
Trubky se vyrábějí zutišená ocel.
Uklidněná ocel je ocel, která byla před odlitím do ingotů nebo jiných forem zcela deoxidována. Proces spočívá v přidání deoxidačního činidla, jako je křemík, hliník nebo mangan, do oceli před jejím ztuhnutím. Termín „uklidněná“ znamená, že během procesu tuhnutí v oceli nedochází k žádné kyslíkové reakci.
Eliminací kyslíku zabraňuje klidná ocel tvorbě vzduchových bublin v roztavené oceli, čímž se předchází poréznosti a vzniku vzduchových bublin v konečném produktu. Výsledkem je homogennější a hustší ocel s vynikajícími mechanickými vlastnostmi a strukturální integritou.
Uklidněná ocel je obzvláště vhodná pro aplikace vyžadující vysokou kvalitu a trvanlivost, jako jsou tlakové nádoby, velké konstrukce a potrubí s vysokými požadavky na kvalitu.
Použitím klidné oceli k výrobě trubek si můžete být jisti lepším výkonem a delší životností, zejména v prostředích vystavených vysokému zatížení a tlaku.
Vyrobeno bezešvým výrobním procesem v kombinaci s metodou konečné úpravy.

Bezešvé ocelové trubky tvarované za tepla: SH;
Za studena tvářené bezešvé ocelové trubky: SC.
Pro bezešvý výrobní proces lze zhruba rozdělit na bezešvé ocelové trubky s vnějším průměrem větším než 30 mm používané pro povrchovou úpravu za tepla a 30 mm používané pro povrchovou úpravu za studena.
Zde je postup výroby bezešvých profilů tvarovaných za tepla.


Nízkoteplotní žíhání se používá hlavně ke zlepšení zpracovatelnosti materiálů, snížení tvrdosti a zvýšení houževnatosti a je vhodné pro ocel tvářenou za studena.
Normalizace se používá ke zlepšení pevnosti a houževnatosti materiálu, aby ocel lépe odolávala mechanickému namáhání a únavě, což se často používá ke zlepšení vlastností oceli tvářené za studena.
Prostřednictvím těchto procesů tepelného zpracování se optimalizuje vnitřní struktura oceli a zlepšují se její vlastnosti, což ji činí vhodnější pro použití v náročných průmyslových aplikacích.
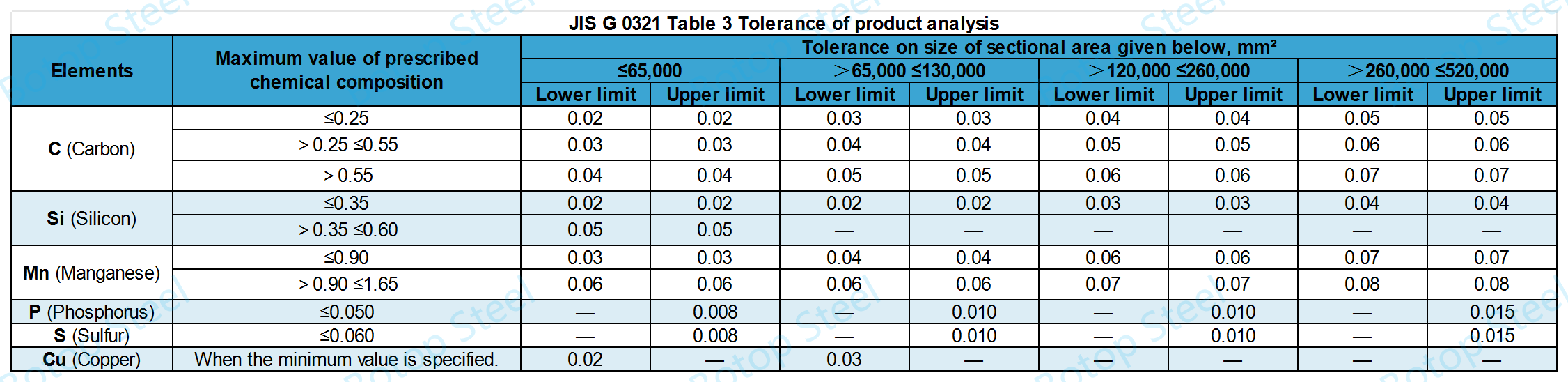
Tepelná analýza musí být v souladu s normou JIS G 0320. Analýza produktu musí být v souladu s normou JIS G 0321.
| stupeň | C (uhlík) | Si (křemík) | Mn (mangan) | P (fosfor) | S (Síra) |
| STS370 | Maximálně 0,25 % | 0,10–0,35 % | 0,30–1,10 % | Maximálně 0,35 % | Maximálně 0,35 % |
Tepelná analýzaje zaměřen především na testování chemického složení surovin.
Analýzou chemického složení surovin je možné předvídat a upravovat kroky a podmínky zpracování, které mohou být ve výrobním procesu vyžadovány, jako jsou parametry tepelného zpracování a přidání legujících prvků.
Analýza produktuanalyzuje chemické složení hotových výrobků za účelem ověření shody a kvality konečného produktu.
Analýza produktu zajišťuje, že všechny změny, přísady nebo jakékoli možné nečistoty v produktu během výrobního procesu jsou pod kontrolou a že konečný produkt splňuje technické specifikace a požadavky na použití.
Podle normy JIS G 3455 musí hodnoty analýzy produktu nejen splňovat požadavky prvků ve výše uvedené tabulce, ale také toleranční rozsah musí splňovat požadavky tabulky 3 normy JIS G 3021.
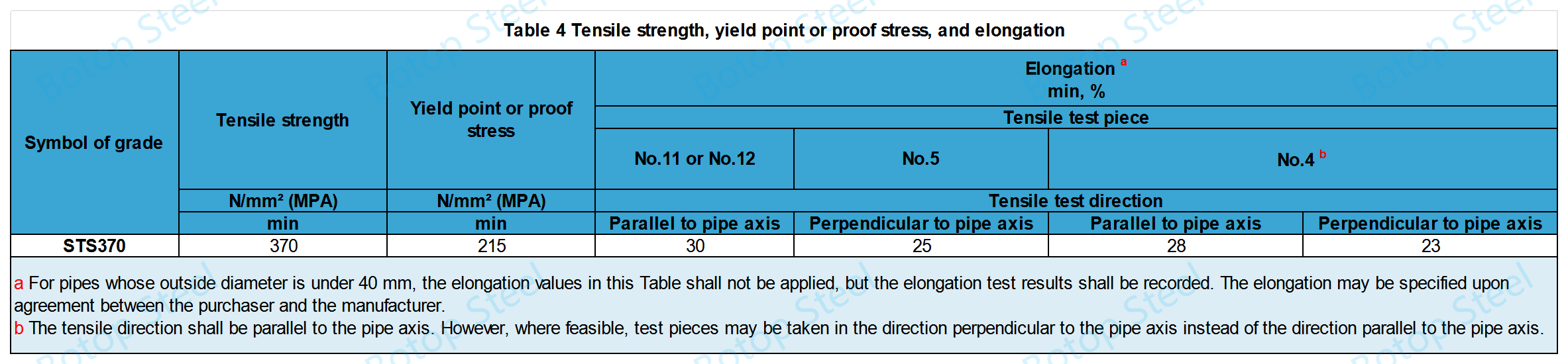
Hodnoty prodloužení pro zkušební kus č. 12 (rovnoběžně s osou trubky) a zkušební kus č. 5 (kolmo k ose trubky) odebrané z trubek s tloušťkou stěny menší než 8 mm.
| Symbol stupně | Použitý zkušební kus | Prodloužení min., % | ||||||
| Tloušťka stěny | ||||||||
| >1 ≤ 2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤ 5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | Č. 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| Č. 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Hodnoty prodloužení v této tabulce se získají odečtením 1,5 % od hodnoty prodloužení uvedené v tabulce 4 pro každé snížení tloušťky stěny o 1 mm od 8 mm a zaokrouhlením výsledku na celé číslo podle pravidla A normy JIS Z 8401. | ||||||||
Zkoušku zploštění lze vynechat, pokud kupující nestanoví jinak.
Vložte vzorek do stroje a zploštěte ho, dokud vzdálenost mezi oběma plošinami nedosáhne stanovené hodnoty H. Poté zkontrolujte vzorek, zda se na něm nevyskytují trhliny.
Při zkoušení kritických odporově svařovaných trubek je čára mezi svarem a středem trubky kolmá ke směru komprese.
H=(1+e)t/(e+t/D)
H: vzdálenost mezi deskami (mm)
t: tloušťka stěny trubky (mm)
D: vnější průměr trubky (mm)
e:konstanta definovaná pro každou jakost trubky.0,08 pro STS370: 0,07 pro STS410 a STS480.
Vhodné pro potrubí s vnějším průměrem ≤ 50 mm.
Vzorek nesmí vykazovat trhliny při ohnutí pod úhlem 90° s vnitřním průměrem šestinásobkem vnějšího průměru trubky.
Úhel ohybu se měří na začátku ohybu.
Každé ocelové potrubí musí být hydrostaticky nebo nedestruktivně testovánoaby byla zajištěna kvalita a bezpečnost potrubí a aby byly splněny normy použití.
Hydraulická zkouška
Pokud není stanoven zkušební tlak, musí být minimální tlak pro hydraulickou zkoušku stanoven v souladu s přílohou k potrubí.
| Jmenovitá tloušťka stěny | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Minimální zkušební tlak v hydraulice, MPa | 6,0 | 9,0 | 12 | 15 | 18 | 20 | 20 |
Pokud tloušťka stěny vnějšího průměru ocelové trubky neodpovídá standardní hodnotě v tabulce hmotností ocelových trubek, je nutné pro výpočet hodnoty tlaku použít vzorec.
P=2. místo/D
Pzkušební tlak (MPa)
t: tloušťka stěny trubky (mm)
Dvnější průměr trubky (mm)
s60 % minimální hodnoty dané meze kluzu nebo meze kluzu.
Pokud minimální hydrostatický zkušební tlak zvoleného čísla plánu překročí zkušební tlak P získaný podle vzorce, použije se jako minimální hydrostatický zkušební tlak tlak P namísto výběru minimálního hydrostatického zkušebního tlaku z výše uvedené tabulky.
Nedestruktivní test
Nedestruktivní zkoušení ocelových trubek by mělo být prováděnoultrazvukové nebo vířivé proudové testování.
Proultrazvukovýkontrolní charakteristiky, signál z referenčního vzorku obsahujícího referenční standard třídy UD, jak je specifikováno vJIS G 0582se považuje za úroveň alarmu a musí mít základní signál rovný nebo větší než úroveň alarmu.
Standardní citlivost detekce provířivé proudyzkouška musí být kategorie EU, EV, EW nebo EX specifikované vJIS G 0583a nesmí existovat žádné signály rovnocenné nebo větší než signály z referenčního vzorku obsahujícího referenční standard dané kategorie.
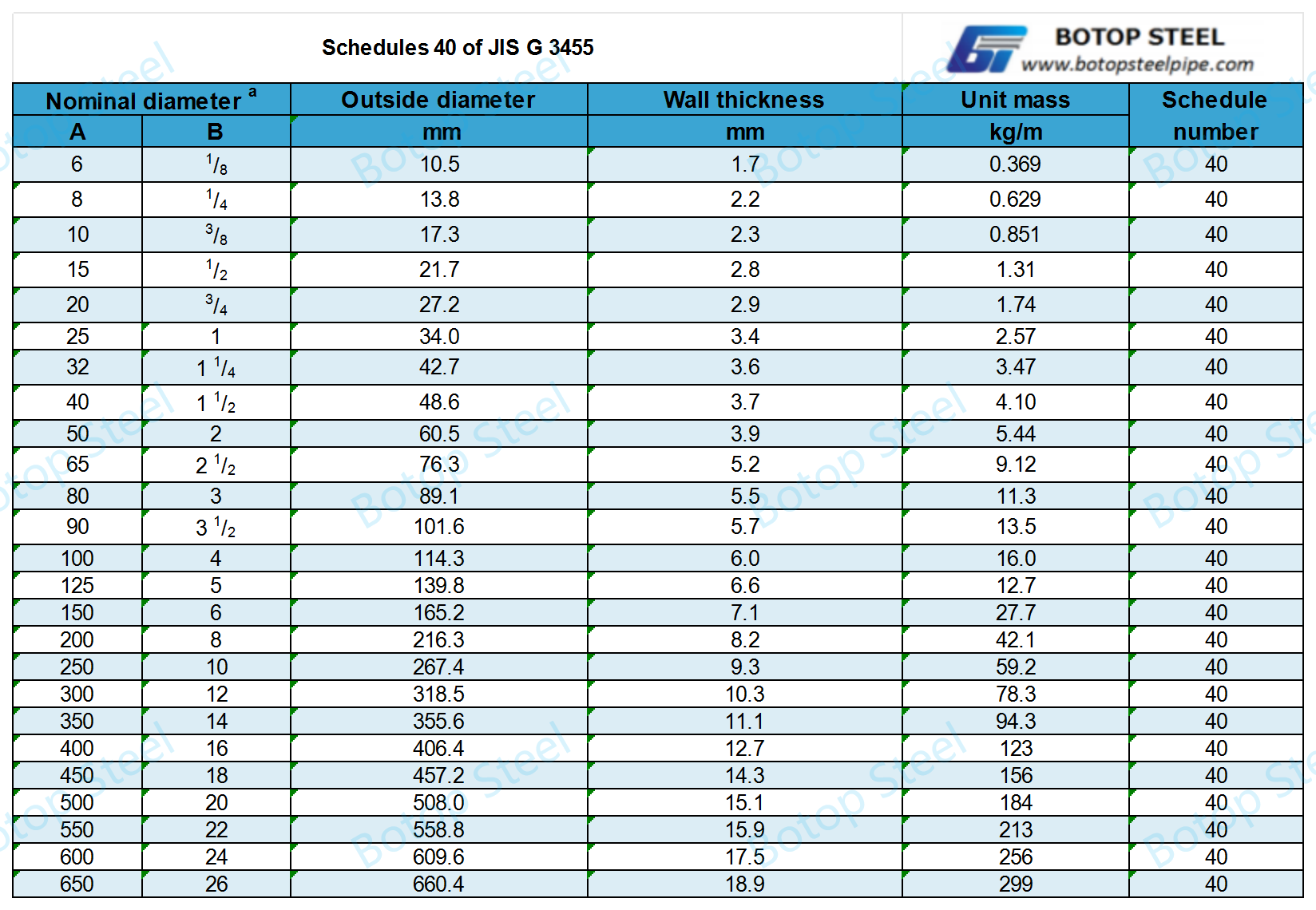
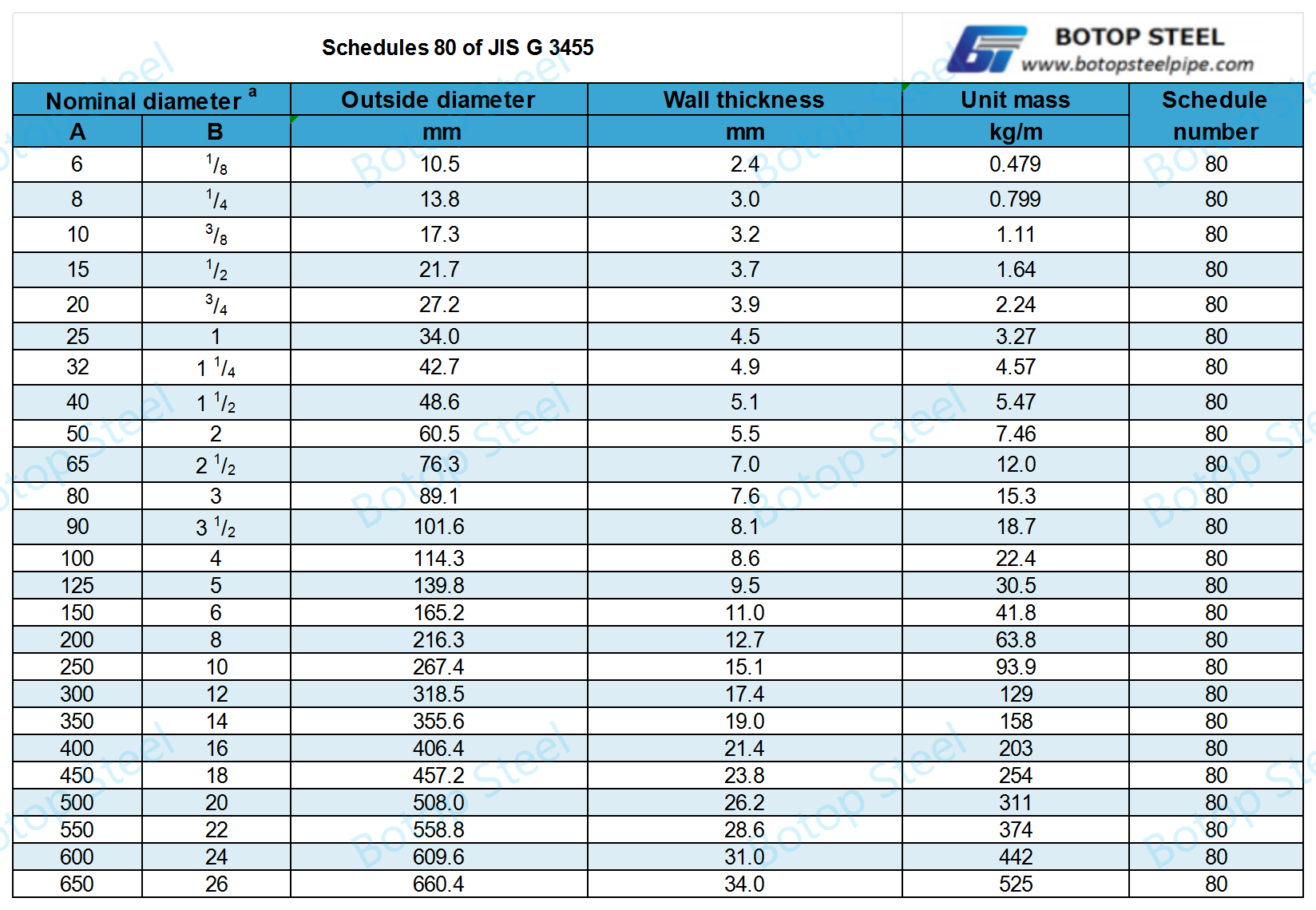
Pro víceTabulky hmotnosti potrubí a rozpisy potrubív rámci standardu se můžete proklikat.
Trubka třídy 40 je ideální pro aplikace s nízkým až středním tlakem, protože nabízí střední tloušťku stěny, která zabraňuje nadměrné hmotnosti a nákladům a zároveň zajišťuje dostatečnou pevnost.
Potrubí třídy 80 se široce používá v průmyslových prostředích, která vyžadují manipulaci s vysokým tlakem, jako jsou systémy chemického zpracování a potrubí pro přepravu ropy a plynu, a to díky své schopnosti odolávat vyšším tlakům a silnějším mechanickým nárazům v důsledku větší tloušťky stěny, což poskytuje větší bezpečnost, ochranu a trvanlivost.
Každá zkumavka musí být označena následujícími informacemi.
A)Symbol stupně;
b)Symbol výrobní metody;
C)RozměryPříklad 50AxSch80 nebo 60,5x5,5;
d)Název výrobce nebo identifikační značka.
Pokud je vnější průměr každé trubky malý a je obtížné každou trubku označit, nebo pokud kupující požaduje, aby byl označen každý svazek trubek, může být každý svazek označen vhodnou metodou.
STS370 je vhodný pro systémy přenosu kapalin s nízkým tlakem, ale relativně vysokou teplotou.
Topné systémyV systémech městského vytápění nebo vytápění velkých budov lze STS370 použít k přepravě horké vody nebo páry, protože odolá změnám tlaku a teploty v systému.
ElektrárnyPři výrobě elektřiny je zapotřebí velké množství vysokotlakých parních trubek a STS370 je ideálním materiálem pro výrobu těchto trubek, protože vydrží dlouhodobě vysoká pracovní teplota a vysoký tlak.
Systémy stlačeného vzduchuVe výrobě a automatizovaných výrobních linkách je stlačený vzduch důležitým zdrojem energie a ocelové trubky STS370 se používají k výrobě potrubí pro tyto systémy, aby byla zajištěna bezpečná a efektivní dodávka vzduchu.
Konstrukční využití a všeobecné strojírenstvíDíky svým dobrým mechanickým vlastnostem lze STS370 použít také při výrobě různých konstrukčních a mechanických součástí, zejména v aplikacích, kde je vyžadována určitá pevnost v tlaku.
JIS G 3455 STS370 je uhlíková ocel používaná ve vysokotlakých provozech. Následující materiály lze považovat za ekvivalentní nebo téměř ekvivalentní:
1. ASTM A53 Třída BVhodné pro všeobecné konstrukční a mechanické aplikace a pro přepravu tekutin.
2. API 5L Třída BPro vysokotlaké potrubí pro přepravu ropy a plynu.
3. DIN 1629 St37.0Pro všeobecné strojírenství a stavbu plavidel.
4. ČSN EN 10216-1 P235TR1Bezešvé ocelové trubky pro prostředí s vysokými teplotami a vysokým tlakem.
5. ASTM A106 Třída BBezešvé trubky z uhlíkové oceli pro provoz při vysokých teplotách.
6.ASTM A179Bezešvé za studena tažené trubky a potrubí z nízkouhlíkové oceli pro provoz za nízkých teplot.
7. DIN 17175 St35.8Bezešvé trubkové materiály pro kotle a tlakové nádoby.
8. EN 10216-2 P235GHBezešvé trubky a potrubí z nelegované a legované oceli pro prostředí s vysokými teplotami a vysokým tlakem.
Od svého založení v roce 2014 se společnost Botop Steel stala předním dodavatelem trubek z uhlíkové oceli v severní Číně, známým pro vynikající služby, vysoce kvalitní produkty a komplexní řešení. Společnost nabízí širokou škálu trubek z uhlíkové oceli a souvisejících produktů, včetně bezešvých ocelových trubek, trubek ERW, LSAW a SSAW, a také kompletní sortiment potrubních tvarovek a přírub.
Mezi její specializované produkty patří také vysoce kvalitní slitiny a austenitické nerezové oceli, přizpůsobené požadavkům různých potrubních projektů.















