



JIS G 3444: Trubky z uhlíkové oceli pro obecné konstrukce.
Specifikuje požadavky na trubky z uhlíkové oceli používané ve stavebnictví a inženýrských stavbách, jako jsou ocelové věže, lešení, základové piloty, základové piloty a protiskluzové piloty.
STK 400Ocelové trubky jsou jednou z nejběžnějších jakostí s mechanickými vlastnostmiminimální pevnost v tahu 400 MPaaminimální mez kluzu 235 MPa. Jeho dobrá konstrukční pevnost a trvanlivostdíky čemuž je vhodný pro mnoho různých aplikací.
Podle minimální pevnosti v tahu se ocelové trubky dělí do 5 tříd, kterými jsou:
STK 290, STK 400, STK 490, STK 500, STK 540.
Univerzální vnější průměr: 21,7–1016,0 mm;
Základové piloty a piloty pro potlačení sesuvů půdy, vnější průměr: pod 318,5 mm.
| Symbol stupně | Symbol výrobního procesu | |
| Proces výroby trubek | Metoda dokončení | |
| STK 290 | Bezešvé: S Elektrické odporové svařování: E Tupé svařování: B Automatické obloukové svařování: A | Zušlechtěno za tepla: H Tvářeno za studena: C Při elektrickém odporovém svařování: G |
| STK 400 | ||
| STK 490 | ||
| STK 500 | ||
| STK 540 | ||
Trubky se vyrábějí kombinací uvedené metody výroby trubek a metody konečné úpravy.
Konkrétně je lze rozdělit do následujících sedmi typů, takže si vyberte vhodný typ podle různých potřeb:
1) Bezešvé ocelové trubky zpracované za tepla: -SH
2) Za studena tvarované bezešvé ocelové trubky: -SC
3) Jako ocelová trubka svařovaná elektrickým odporem: -EG
4) Ocelová trubka svařovaná elektrickým odporem za tepla: -EH
5) Za studena zušlechtěná ocelová trubka svařovaná elektrickým odporem: -EC
6) Ocelové trubky svařované na tupo: -B
7) Automaticky svařované ocelové trubky: -A
Automaticky svařované ocelové trubky zahrnují proces svařování SAW.
SAW lze rozdělit naLSAW(SAWL) a SSAW (HSAW (bezpečnostní a mechanická úprava)).
Dále je uveden vývojový diagram výroby ocelových trubek SSAW:

| Chemické složenía% | |||||
| Symbol stupně | C (uhlík) | Si (křemík) | Mn (mangan) | P (fosfor) | S (Síra) |
| maximum | maximum | maximum | maximum | ||
| STK 400 | 0,25 | — | — | 0,040 | 0,040 |
| aPrvky slitiny, které nejsou uvedeny v této tabulce, a prvky označené „—“ lze v případě potřeby přidat. | |||||
STK 400je nízkouhlíková ocel s dobrou svařitelností a zpracovatelností pro konstrukční aplikace vyžadující svařování. Fosfor a síra jsou regulovány na nízkých úrovních, aby se udržela celková houževnatost a zpracovatelnost materiálu. Ačkoli nejsou uvedeny konkrétní hodnoty pro křemík a mangan, mohou být upraveny v rámci povolených limitů, aby se dále optimalizovaly vlastnosti oceli.
Pevnost v tahu a mez kluzu nebo mez kluzu
Pevnost v tahu svaru platí pro automatické obloukové svařování trubek. Jedná se o proces svařování SAW.
| Symbol stupně | Pevnost v tahu | Mez kluzu nebo mez kluzu | Pevnost v tahu ve svaru |
| N/mm² (MPA) | N/mm² (MPA) | N/mm² (MPA) | |
| min. | min. | min. | |
| STK 400 | 400 | 235 | 400 |
Prodloužení dle JIS G 3444
Prodloužení odpovídající metodě výroby trubek je uvedeno v tabulce 4.
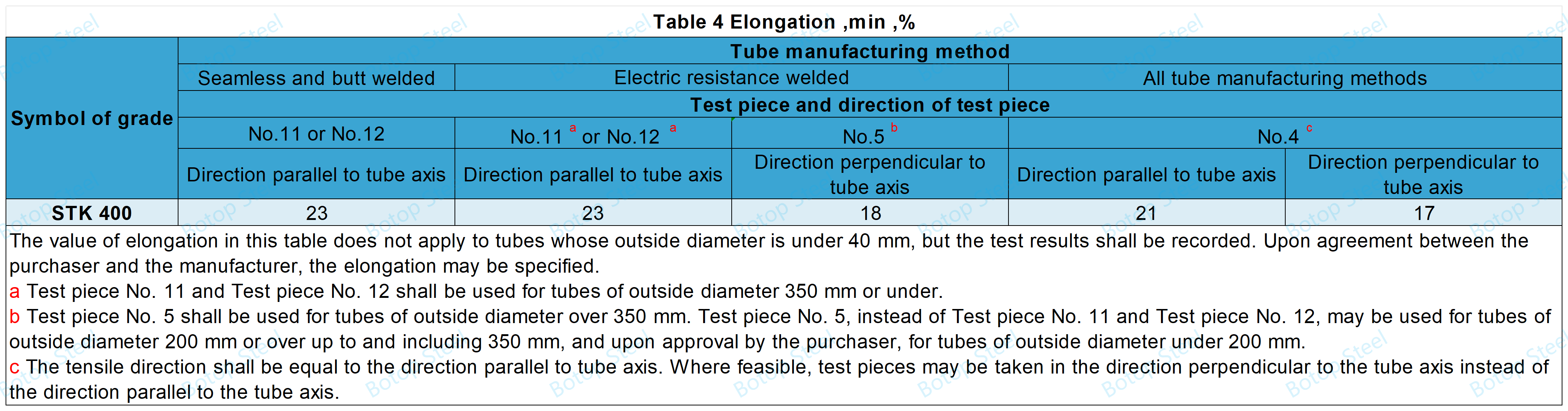
Pokud se však zkouška tahem provádí na zkušebním kusu č. 12 nebo zkušebním kusu č. 5 odebraném z trubky s tloušťkou stěny menší než 8 mm, musí být prodloužení v souladu s tabulkou 5.

Při pokojové teplotě (5 °C až 35 °C) umístěte vzorek mezi dvě ploché desky a pevně je přitlačte, aby se zploštily, dokud vzdálenost mezi deskami nebude H ≤ 2/3D, poté zkontrolujte, zda se ve vzorku nevyskytují trhliny.
Při pokojové teplotě (5 °C až 35 °C) ohněte vzorek kolem válce pod minimálním úhlem ohybu 90° a maximálním vnitřním poloměrem nepřesahujícím 6D a zkontrolujte vzorek, zda neobsahuje trhliny.
Hydrostatické zkoušky, nedestruktivní zkoušky svarů nebo jiné zkoušky musí být předem dohodnuty na základě příslušných požadavků.
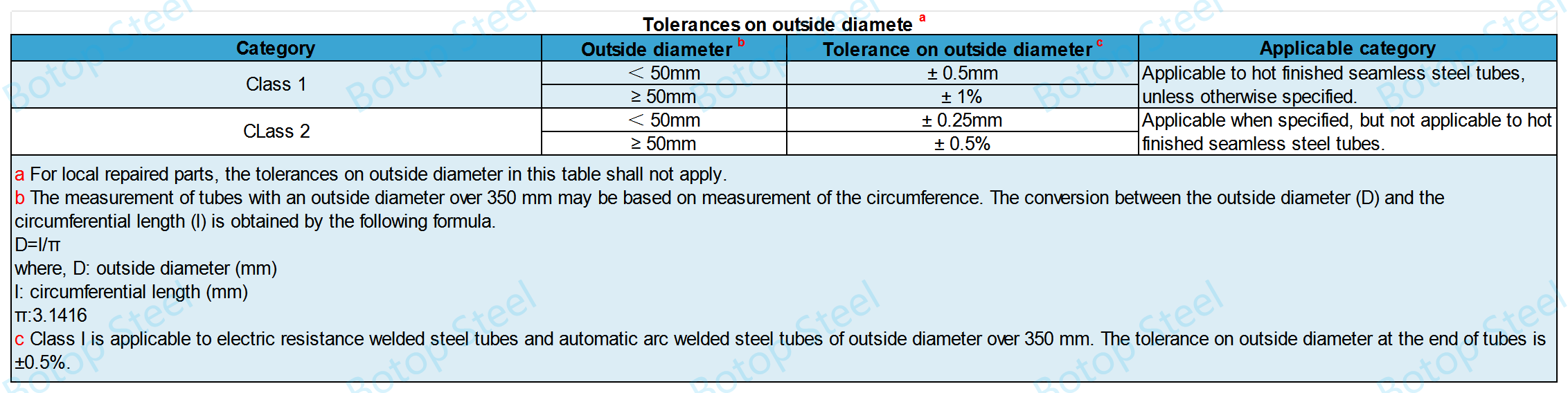
Tolerance vnějšího průměru
Tolerance tloušťky stěny

Tolerance délky
Délka ≥ specifikovaná délka
Vnitřní a vnější povrchy ocelových trubek musí být hladké a bez vad, které by mohly být nepříznivé pro jejich použití.
Každá ocelová trubka musí být označena následujícími informacemi.
a)Symbol stupně.
b)Symbol pro výrobní metodu.
C)Rozměry.Vnější průměr a tloušťka stěny musí být vyznačeny.
d)Název nebo zkratka výrobce.
Pokud je značení na trubce obtížné kvůli jejímu malému vnějšímu průměru, nebo pokud si to kupující přeje, může být značení provedeno na každém svazku trubek vhodným způsobem.
Antikorozní povlaky, jako jsou povlaky s vysokým obsahem zinku, epoxidové povlaky, nátěry barev atd., lze aplikovat na vnější nebo vnitřní povrchy.


STK 400 nabízí dobrou rovnováhu mezi pevností a hospodárností, což z něj činí ideální materiál pro mnoho inženýrských a stavebních projektů.
Ocelové trubky STK 400 se běžně používají ve stavebnictví a jsou obzvláště vhodné pro použití jako konstrukční prvky, jako jsou sloupy, nosníky nebo rámy v komerčních a obytných budovách.
Je také vhodný pro mosty, nosné konstrukce a další projekty, které vyžadují střední pevnost a odolnost.
Lze jej také použít k výrobě svodidel pro silnice, rámů dopravních značek a dalších veřejných zařízení.
Ve výrobě lze STK 400 díky své dobré únosnosti a zpracovatelnosti použít k výrobě rámů a nosných konstrukcí pro stroje a zařízení.
Vezměte prosím na vědomí, že ačkoli jsou si tyto normy podobné v použití a výkonu, mohou existovat drobné rozdíly ve specifickém chemickém složení a určitých parametrech mechanických vlastností.
Při nahrazování materiálů by měly být podrobně porovnány specifické požadavky norem, aby se zajistilo, že vybrané materiály budou splňovat specifické technické a bezpečnostní normy projektu.
Od svého založení v roce 2014 se společnost Botop Steel stala předním dodavatelem trubek z uhlíkové oceli v severní Číně, známým pro vynikající služby, vysoce kvalitní produkty a komplexní řešení.
Společnost nabízí širokou škálu trubek z uhlíkové oceli a souvisejících produktů, včetně bezešvých ocelových trubek ERW, LSAW a SSAW, a také kompletní sortiment potrubních tvarovek a přírub.
Mezi její specializované produkty patří také vysoce kvalitní slitiny a austenitické nerezové oceli, přizpůsobené požadavkům různých potrubních projektů.









