



API 5L Třída Bocelové trubky jsou vyráběny v souladu s příslušnými požadavkyAPI 5La je široce používán v systémech potrubní dopravy v ropném a plynárenském průmyslu.
Stupeň Bmůže být také označován jakoL245Charakteristickým znakem je, že minimální mez kluzu ocelové trubky je245 MPa.
Potrubní potrubí API 5L je k dispozici ve dvou specifikacích produktu:PSL1se používá primárně ve standardních dopravních systémech, zatímcoPSL2je vhodný pro náročnější podmínky s vyšší mechanickou pevností a přísnějšími zkušebními standardy.
Výrobní proces může být bezproblémový (SMLS), elektrický odporový svařovaný (ERW), nebo svařované pod tavidlem (PILA) aby vyhovovaly různým instalačním a provozním potřebám.
Botop Steelje profesionální výrobce silnostěnných ocelových trubek s velkým průměrem pro oboustranné svařování pod tavidlem LSAW se sídlem v Číně.
Místo: Město Cangzhou, provincie Che-pej, Čína;
Celková investice: 500 milionů RMB;
Plocha továrny: 60 000 metrů čtverečních;
Roční výrobní kapacita: 200 000 tun ocelových trubek JCOE LSAW;
Vybavení: Pokročilé výrobní a testovací zařízení;
Specializace: Výroba ocelových trubek LSAW;
Certifikace: Certifikace API 5L.
Klasifikace API 5L třídy B
Dělí se do několika různých typů na základě různých úrovní specifikace produktu (PSL) a dodacích podmínek.
Díky této kategorizaci je výběr správného potrubí relevantnější pro splnění potřeb konkrétního projektu a požadavků pracovního prostředí.
PSL1: B.
PSL2: BR;BN;BQ;BM.
Pro speciální provozní prostředí se používá několik speciálních ocelových trubek PSL 2.
Kyselá servisní prostředí: BNS; BQS; BMS.
Prostředí služeb na moři: BNO; BQO; BMO.
Aplikace vyžadující podélnou plastickou deformační únosnost: BNP; BQP; BMP.
Dodací podmínky
| PSL | Dodací podmínky | Druh potrubí/Třída oceli | |
| PSL1 | Válcované po válcování, normalizačně válcované, termomechanicky válcované, termomechanické tvářené, normalizačně tvářené, normalizované, normalizované a popouštěné; nebo, pokuddohodnuto, kaleno a popouštěno pouze pro trubky SMLS | B | L245 |
| PSL 2 | Po válcování | BR | L245R |
| Normalizační válcování, normalizační tváření, normalizační nebo normalizační a popouštěné | BN | L245N | |
| Kalené a temperované | BQ | L245Q | |
| Termomechanicky válcované nebo termomechanicky tvarované | BM | L245M | |
Dodací stav ocelové trubky se týká především tepelného zpracování nebo jiných úprav prováděných na konci výrobního procesu ocelové trubky a tyto úpravy mají důležitý vliv na mechanické vlastnosti, odolnost proti korozi a strukturální stabilitu ocelové trubky.
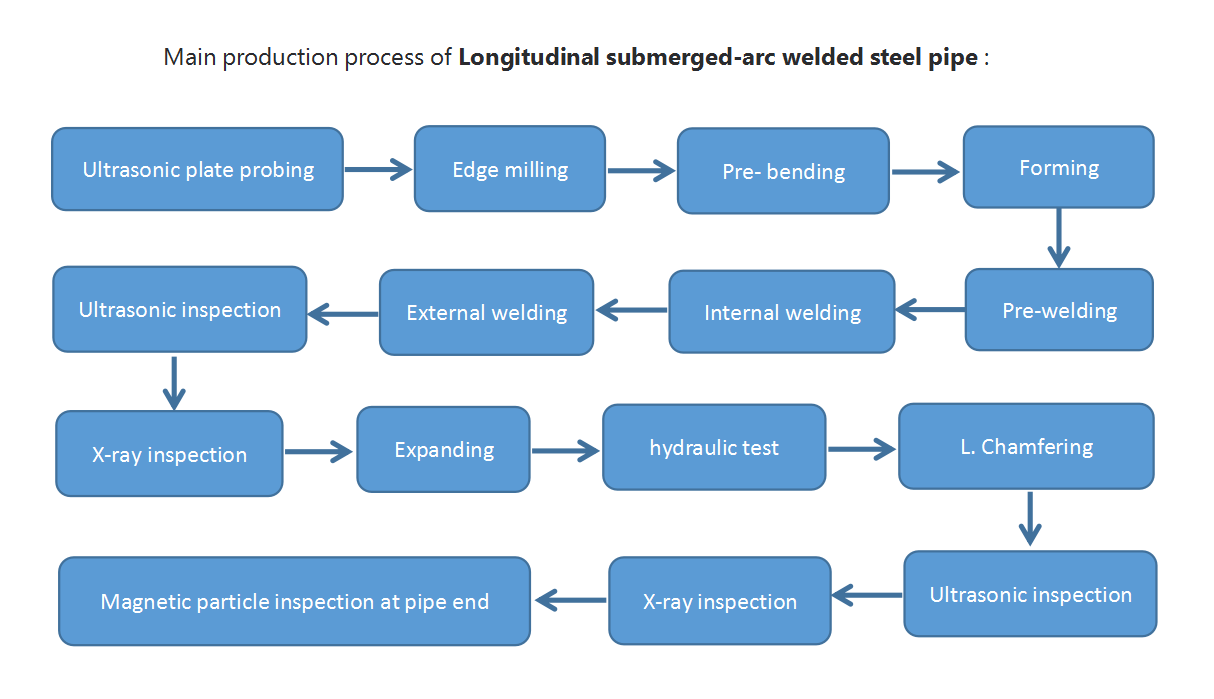
Výrobní proces ocelových trubek API 5L GR.B
Podle normy API 5L lze trubky třídy B vyrábět jedním z výrobních procesů uvedených v následující tabulce.
| API 5L PSL1 Třída B | SMLS | LFW | HFW | PILA | SAWH | KAPUTNÍ KAPOTA | COWH |
| API 5L PSL2 Třída B | SMLS | — | HFW | PILA | SAWH | KAPUTNÍ KAPOTA | COWH |
Chcete-li se dozvědět více o významu zkratky Výrobní proces,klikněte zde.
LSAWje optimálním řešením pro ocelové trubky s velkým průměrem a tlustými stěnami.
Charakteristickým rysem vzhledu je přítomnost svaru v podélném směru trubky.
Typ konce trubky
Typy konců ocelových trubek dle API 5L třídy B se mohou lišit v kategoriích PSL1 a PSL2.
Konec ocelové trubky PSL 1
Zvonovitý konec; Hladký konec;Hladký konec pro speciální spojku; Závitový konec.
Zúžený konec: Omezeno na trubky s D ≤ 219,1 mm (8,625 palce) a t ≤ 3,6 mm (0,141 palce) na konci s hrdlem.
Závitový konec: Trubky se závitovým koncem jsou omezeny na trubky SMLS a podélně svařované trubky s D < 508 mm (20 palců).
Konec ocelové trubky PSL 2
Hladký konec.
Pro hladké konce trubek je třeba dodržovat následující požadavky:
Čelní plochy hladkých trubek o průměru t ≤ 3,2 mm (0,125 palce) musí být řezány do pravoúhlého tvaru.
Trubky s hladkými konci s t > 3,2 mm (0,125 palce) musí být pro svařování zkosené. Úhel zkosení by měl být 30–35° a šířka kořenové plochy zkosení by měla být 0,8–2,4 mm (0,031–0,093 palce).
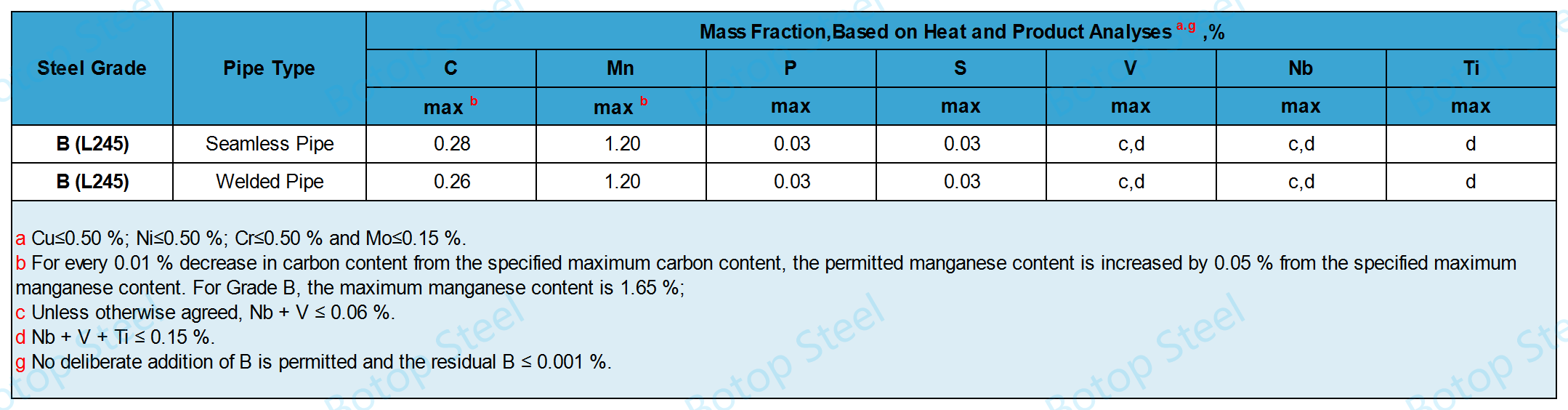
API 5L třídy B Chemické složení
Chemické složení ocelových trubek PSL1 a PSL2 o průměru t > 25,0 mm (0,984 palce) se stanoví dohodou.
Chemické složení trubky PSL 1 s t ≤ 25,0 mm (0,984 palce)
Chemické složení trubky PSL 2 s t ≤ 25,0 mm (0,984 palce)
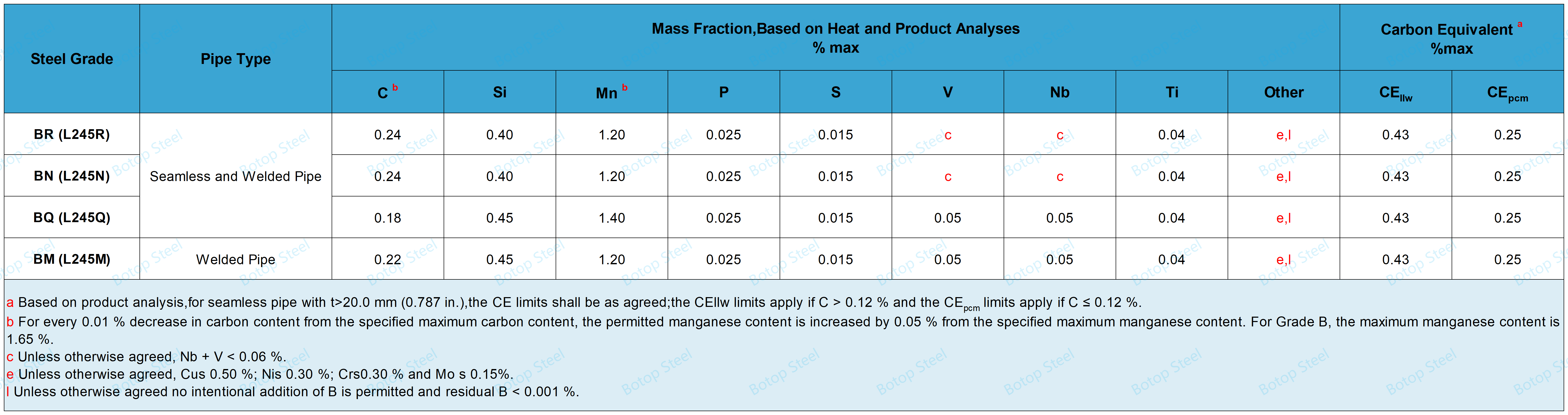
Pro ocelové trubky PSL2 analyzované pomocíobsah uhlíku ≤0,12 %, uhlíkový ekvivalent CEpminlze vypočítat pomocí následujícího vzorce:
CEpmin= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Pro ocelové trubky PSL2 analyzované pomocíobsah uhlíku > 0,12 %, uhlíkový ekvivalent CELLWlze vypočítat pomocí níže uvedeného vzorce:
CELLW= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
API 5L třídy B Mechanické vlastnosti
Tahová vlastnost
PSL1 GR.B Tahové vlastnosti

PSL2 GR.B Tahové vlastnosti
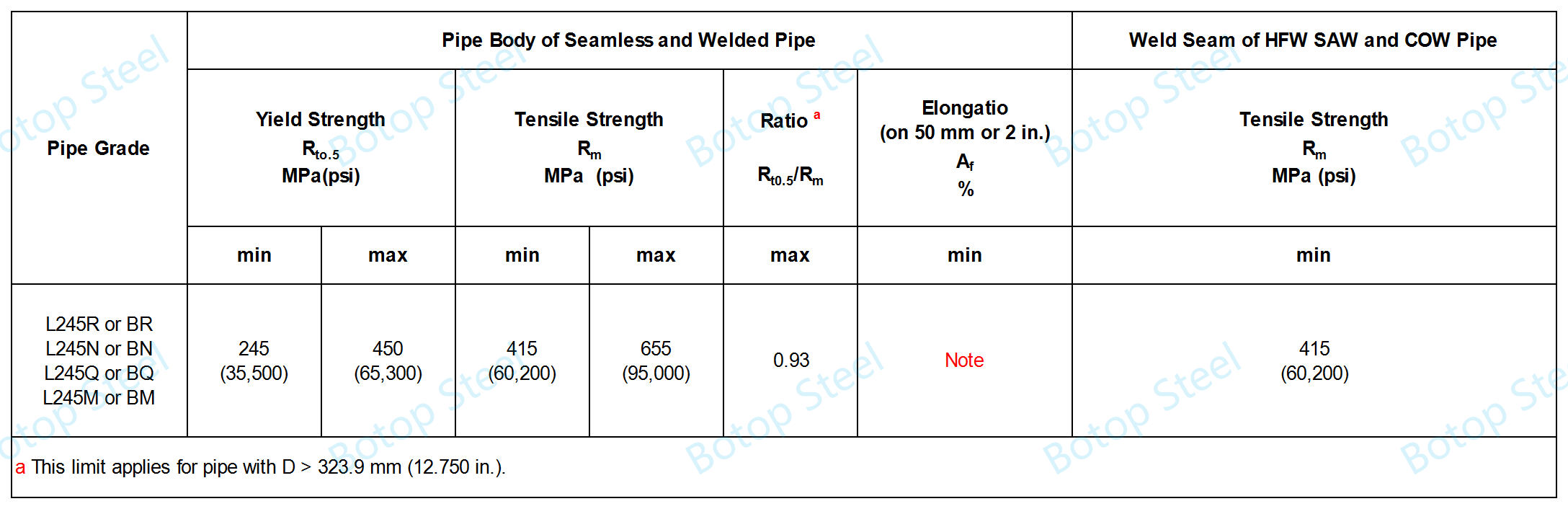
PoznámkaSpecifikované minimální prodloužení, AFse určí pomocí následující rovnice:
Af= C × (Axc0,2/U0,9)
Cje 1940 pro výpočty s použitím jednotek SI a 625 000 pro výpočty s použitím jednotek USC;
Axc je použitelná plocha průřezu zkušebního tělesa pro tahovou zkoušku, vyjádřená v milimetrech čtverečních (čtverečních palcích), a to takto:
1) pro zkušební tělesa s kruhovým průřezem, 130 mm2(0,20 palce2) pro zkušební tělesa o průměru 12,7 mm (0,500 palce) a 8,9 mm (0,350 palce); 65 mm2(0,10 palce2) pro zkušební tělesa o průměru 6,4 mm (0,250 palce);
2) pro zkušební kusy s plným průřezem, menší z hodnot a) 485 mm2(0,75 palce2) a b) plocha průřezu zkušebního tělesa T odvozená z daného vnějšího průměru a dané tloušťky stěny trubky, zaokrouhlená na nejbližších 10 mm2(0,01 palce2);
3) pro zkušební vzorky s proužkem, menší z a) 485 mm2(0,75 palce2) a b) plocha průřezu zkušebního tělesa, odvozená s použitím specifikované šířky zkušebního tělesa a specifikované tloušťky stěny trubky, zaokrouhlená na nejbližších 10 mm2(0,01 palce2);
Uje specifikovaná minimální pevnost v tahu, vyjádřená v megapascalech (librách na čtvereční palec).
Zkouška ohybem
Žádná část vzorku nesmí být prasklá a svar nesmí prasknout.
Zkouška zploštění
Nevztahuje se na ocelové trubky LSAW.
Vhodné proEW, LWaCWvýroba typů trubek.
Zkouška ohybem s naváděním
Odhalte veškeré trhliny nebo praskliny ve svarovém kovu delší než 3,2 mm (0,125 palce), bez ohledu na hloubku.
Odhalte veškeré trhliny nebo praskliny v základním kovu, tepelně ovplyvnené zóně (HAZ) nebo svarové linii delší než 3,2 mm (0,125 palce) nebo hlubší než 12,5 % specifikované tloušťky stěny.
Zkouška nárazem CVN pro potrubí PSL 2
CVN (Charpyho V-Notch) rázová zkouška, standardizovaná zkušební metoda pro hodnocení houževnatosti materiálů při vystavení rychlému rázovému zatížení.
Následující požadavky platí pro jakosti ≤ X60 nebo L415.
| Požadavky na absorbovanou energii CVN pro těleso trubky PSL 2 | |
| Specifikovaný vnější průměr D mm (palce) | Absorbovaná energie CVN v plné velikosti min. Kv J (ft.lbf) |
| ≤762 (30) | 27 (20) |
| >762 (30) až 2134 (84) | 40 (30) |
Zkouška DWT pro svařované trubky PSL 2
Průměrná smyková plocha na zkoušku musí být ≥ 85 % při zkušební teplotě 0 °C (32 °F).
U trubek s tloušťkou stěny > 25,4 mm (1 palec) musí být požadavky na přijetí pro zkoušku DWT projednány.
Hydrostatický test
Čas testu
Všechny rozměry bezešvých a svařovaných ocelových trubek s D ≤ 457 mm (18 palců):doba testu ≥ 5 s;
Svařovaná ocelová trubka D > 457 mm (18 palců):doba testu ≥ 10 s.
Frekvence testů
Každá ocelová trubka.

Zkušební tlaky
Hydrostatický zkušební tlak Pocelová trubka s hladkým koncemlze vypočítat pomocí vzorce.
P = 2St/D
Sje kruhové napětí. Hodnota se rovná specifikované minimální mezi kluzu ocelové trubky xa v procentech, v MPa (psi);
Pro API 5L třídy B, procenta jsou 60 % pro standardní zkušební tlak a 70 % pro volitelný zkušební tlak.
Pro D <88,9 mm (3 500 palců) není nutné, aby zkušební tlak překročil 17,0 MPa (2 470 psi);
Pro D > 88,9 mm (3 500 palců) není nutné, aby zkušební tlak překročil 19,0 MPa (2 760 psi).
tje specifikovaná tloušťka stěny, vyjádřená v milimetrech (palcích);
Dje specifikovaný vnější průměr, vyjádřený v milimetrech (palcích).
Nedestruktivní kontrola
Pro SAW trubice, dvě metody,UT(ultrazvukové vyšetření) neboRT(rentgenové vyšetření).
ET(elektromagnetické testování) se nepoužije pro SAW trubice.
Svary na svařovaných trubkách třídy ≥ L210/A a průměru ≥ 60,3 mm (2,375 palce) musí být nedestruktivně kontrolovány v plné tloušťce a délce (100 %) dle specifikace.

Nedestruktivní zkoumání metodou UT

Nedestruktivní zkoušení RT
Zadejte vnější průměr a tloušťku stěny
Normalizované hodnoty pro specifikované vnější průměry a specifikované tloušťky stěn ocelových trubek jsou uvedeny vISO 4200aASME B36.10M.

Rozměrové tolerance
Tolerance průměru a odchylek od kruhovitosti
Průměr ocelové trubky je definován jako obvod trubky v libovolné obvodové rovině dělený π.
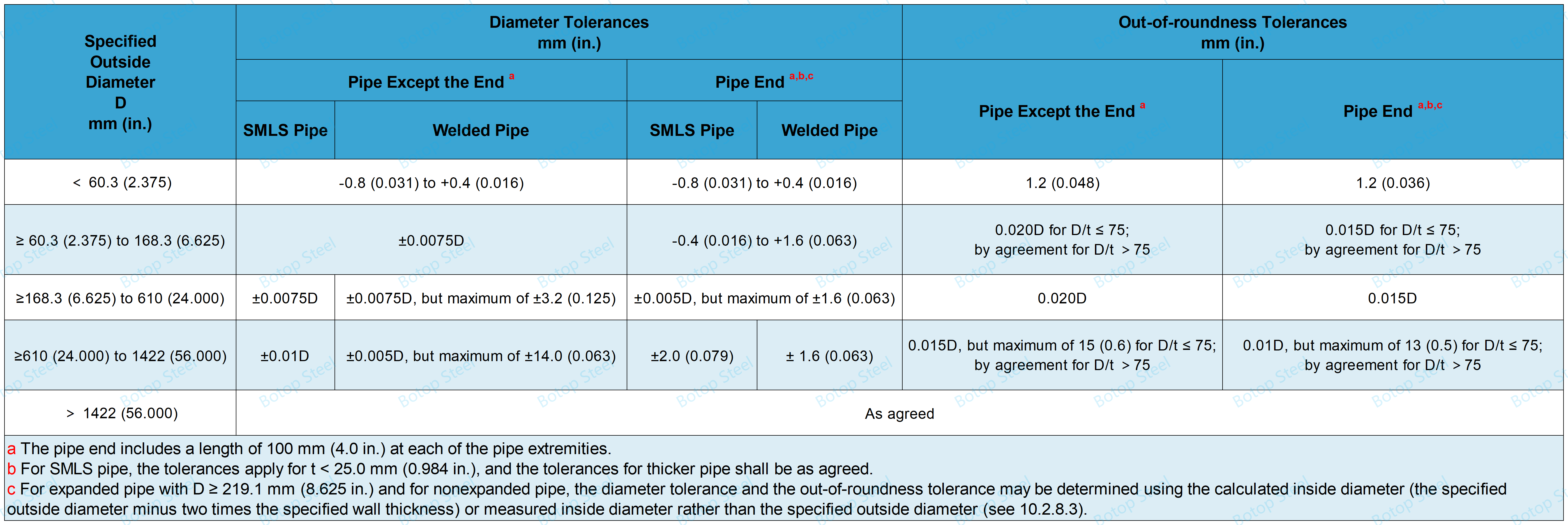
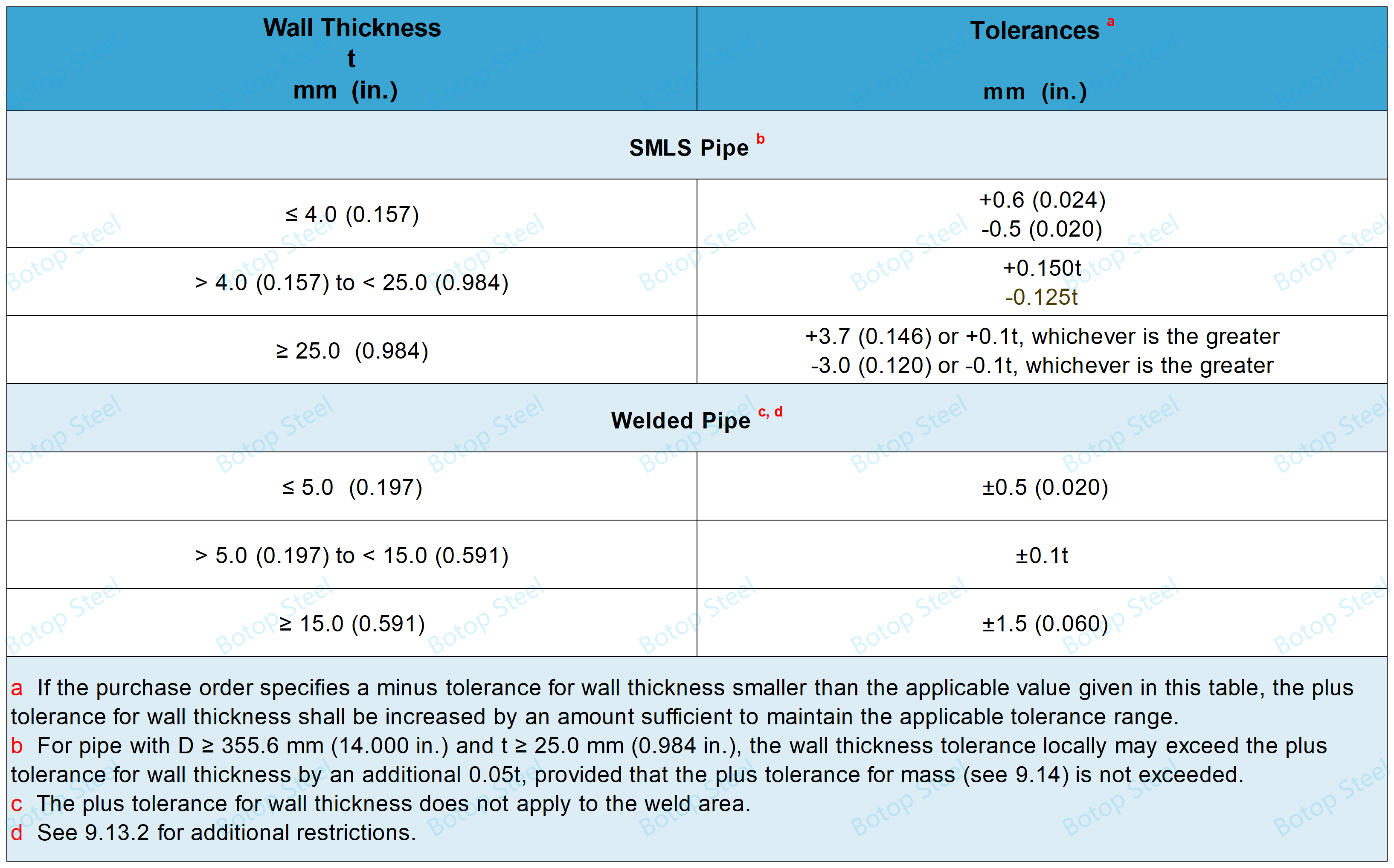
Tolerance pro tloušťku stěny
Tolerance délky
Přibližné délkymusí být dodáváno s tolerancí ±500 mm (20 palců).
Tolerance pronáhodná délka
| Náhodné označení délky m (stopy) | Minimální délka m (stopy) | Minimální průměrná délka pro každou položku objednávky m (stopy) | Maximální délka m (ft) |
| Závitové a spojované potrubí | |||
| 6 (20) | 4,88 (16,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 6,71 (22,0) | 10,67 (35,0) | 13,72 (45,0) |
| Trubka s hladkým koncem | |||
| 6 (20) | 2,74 (9,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 4,27 (14,0) | 10,67 (35,0) | 13,72 (45,0) |
| 15 (50) | 5,33 (17,5) | 13,35 (43,8) | 16,76 (55,0) |
| 18 (60) | 6,40 (21,0) | 16,00 (52,5) | 19,81 (65,0) |
| 24 (80) | 8,53 (28,0) | 21,34 (70,0) | 25,91 (85,0) |
Tolerance pro přímost
Odchylka přímosti nadpo celé délce trubky: ≤ 0,200 l;
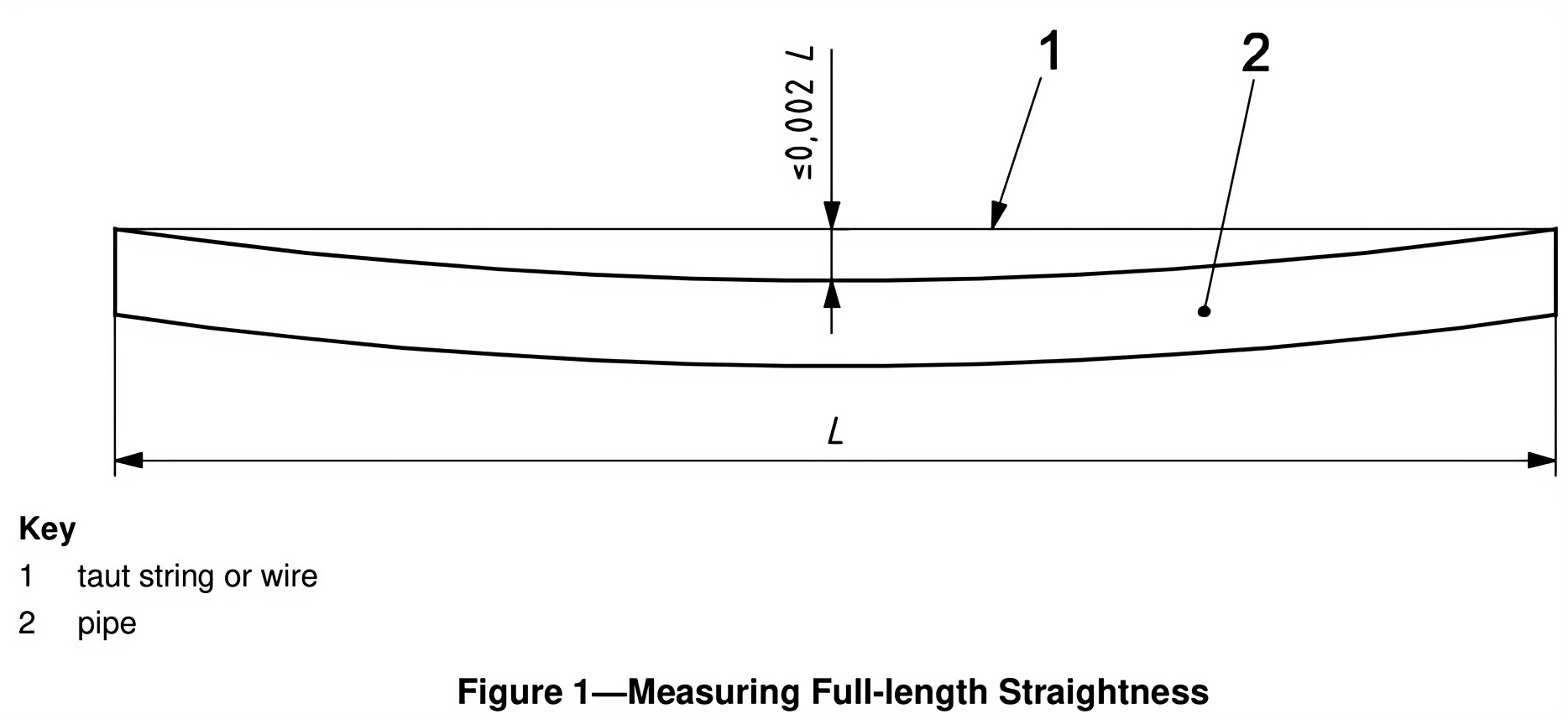
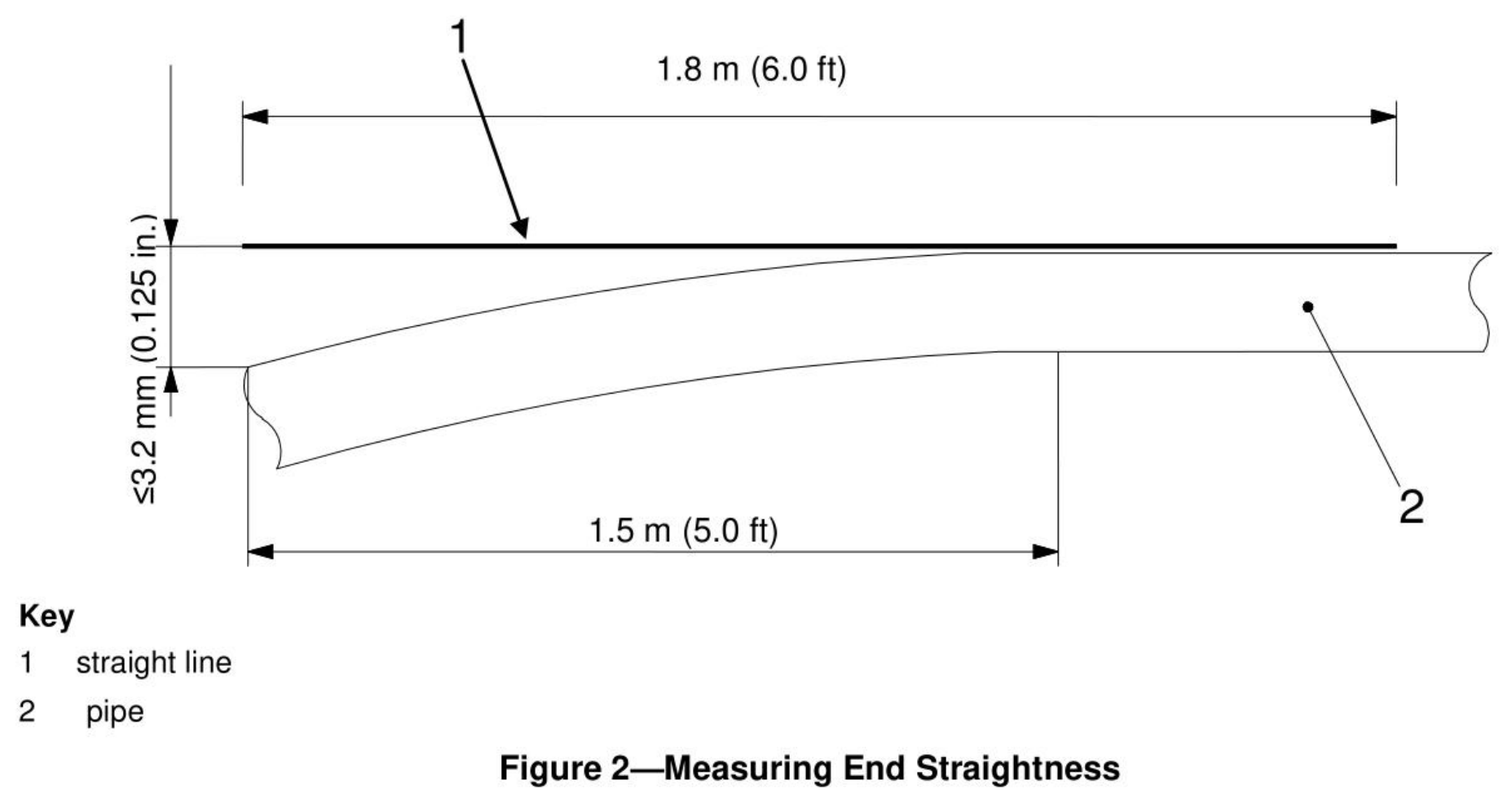
Odchylka přímosti1,5 m (5,0 stop) konec ocelové trubky: ≤ 3,2 mm (0,125 palce).
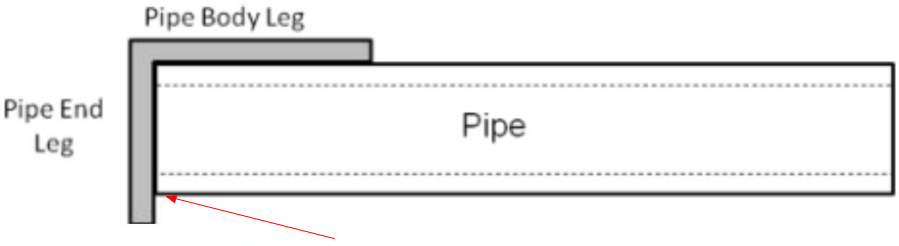
Tolerance pro přímost
Pravoúhlost konce je definována jako pravoúhlost vzhledem k konci trubky.
Nepravidelnost musí být < 1,6 mm (0,063 palce). Nepravidelnost se měří jako mezera mezi koncem trubky a ramenem konce trubky.
Tolerance pro svarový šev
Maximální povolené radiální odsazenípro potrubí SAW a COW.
| Specifikovaná tloušťka stěny t mm (palce) | Maximální povolené radiální odsazeníamm (palce) |
| ≤ 15,0 (0,590) | 1,5 (0,060) |
| > 15,0 (0,590) až 25,0 (0,984) | 0,1 t |
| > 25,0 (0,984) | 2,5 (0,098) |
| aTato omezení platí i pro svarové konce pásů/plechů | |
Maximální přípustná výška svarové housenkypro trubky SAW a COW (s výjimkou konců trubek).
| Specifikovaná tloušťka stěny mm (palce) | Výška svarové housenky mm (palce) maxima | |
| Vnitřní korálek | Vnější korálek | |
| ≤13,0 (0,512) | 3,5 (0,138) | 3,5 (0,138) |
| >13,0 (0,512) | 3,5 (0,138) | 4,5 (0,177) |
Svar musí mít hladký přechod k povrchu sousední ocelové trubky.
Svary konců trubek je třeba zbrousit na délku 100 mm (4,0 palce) se zbytkovou výškou svaru ≤ 0,5 mm (0,020 palce).
Tolerance pro hmotnost
Každá ocelová trubka:
a) pro speciální lehké trubky: -5,0 % - +10,0 %;
b) pro trubky třídy L175, L175P, A25 a A25P: -5,0 % až +10,0 %;
c) pro všechny ostatní trubky: -3,5 % - +10,0 %.
Potrubí na dávku(≥ 18 tun (20 tun) pro objednanou šarži):
a) pro jakosti L175, L175P, A25 a A25P: -3,5 %;
b) pro všechny ostatní jakosti: -1,75 %.
API 5L GR.B Aplikace
Ocelové potrubí API 5L třídy B je typ potrubí, které se používá hlavně k přepravě kapalin, jako je ropa, zemní plyn a voda, a je jedním z běžně používaných materiálů v ropném a plynárenském průmyslu.
Systémy pro přepravu ropy a plynuOcelové trubky třídy B API 5L se běžně používají v zařízeních na těžbu a zpracování ropy a zemního plynu k přepravě ropy a zemního plynu do sběrných systémů nebo zpracovatelských zařízení.
Vodovodní potrubíPro zlepšení jejich odolnosti proti korozi při použití při rozvodu vody, včetně systémů zásobování vodou a zavlažování, lze použít další povrchové úpravy, jako jsou nátěry nebo opláštění.
RafinerieV rafinériích se ocelové trubky třídy API 5L třídy B používají k přepravě různých chemikálií a meziproduktů získaných frakční destilací ropy.
Stavba a infrastrukturaVe stavebnictví, pro stavbu mostů, nosných konstrukcí nebo jiných důležitých infrastrukturních projektů, zejména tam, kde je vyžadována dálková přeprava kapalin.
Ekvivalent API 5L třídy B
ASTM A106 Třída BBezešvé trubky z uhlíkové oceli, obvykle používané pro provoz při vysokých teplotách, s chemickým složením a mechanickými vlastnostmi velmi podobnými certifikaci API 5L třídy B. ASTM A106 třídy B se běžně používá pro přepravu vodní páry, chemikálií a ropných produktů při vysokých teplotách.
ASTM A53 Třída BToto je další typ trubky z uhlíkové oceli, která může být svařovaná nebo bezešvá a je široce používána ve strojírenství, stavebnictví a dalších inženýrských aplikacích. Přestože se používá primárně pro aplikace s nízkým tlakem a teplotou, některé její parametry mechanických vlastností jsou podobné jako u API 5L třídy B.
EN 10208-2 L245NBPoužívá se k výrobě potrubí pro přepravu hořlavých plynů a dalších kapalin. L245NB (1.0457) je středně pevná potrubní ocel s mechanickými vlastnostmi podobnými API 5L třídy B.
ISO 3183 L245Používá se v potrubních dopravních systémech v ropném a plynárenském průmyslu. L245 v normě ISO 3183 má velmi blízké vlastnosti jako API 5L třídy B a lze je často používat zaměnitelně.
Další služby, které můžeme poskytnout
Botop SteelNejenže dodáváme vysoce kvalitní ocelové trubky API 5L třídy B, ale také vám nabízíme řadu podpůrných služeb, včetně široké škály antikorozních nátěrů, personalizovaných řešení balení a komplexní logistické podpory, abychom zajistili, že dokážeme splnit vaše rozmanité potřeby.
Zavázali jsme se k vytvoření komplexní platformy pro získávání zdrojů, která vám umožní pohodlný přístup ke všem produktům a službám, které potřebujete. Díky našim profesionálním a spolehlivým službám můžete efektivně a bezproblémově dokončit každý krok vašeho projektu a zajistit si kvalitu a pokrok. Naším cílem je být vaším nejdůvěryhodnějším partnerem.
Antikorozní nátěr
Botop Steelnabízí širokou škálu možností protikorozní ochrany, včetnělakované, pozinkované,3LPE (HDPE), 3LPP,FBEa cementové protizávaží, aby splňovaly různé požadavky na použití vašeho projektu.
obal
Nabízíme různé možnosti balení, včetně balíků, plachet, beden a krytek trubek, které lze přizpůsobit vašim specifickým potřebám.


Technická podpora
Naše společnost se zavazuje poskytovat komplexní technické podpůrné služby pokrývající všechny fáze projektu. Od přípravy nabídek před zahájením projektu, přes zadávání veřejných zakázek a zajištění dopravy v polovině projektu, až po údržbu a řešení problémů po projektu, náš profesionální tým vám může poskytnout odborné poradenství a podporu.
Naším cílem je pomoci vám s nákupem vysoce kvalitních a cenově dostupných produktů v Číně a zajistit, aby váš projekt probíhal hladce a nákladově efektivně. Těšíme se na spolupráci s vámi a vytvořením oboustranně výhodné budoucnosti.









