



ASTM A335 P91, també conegut comASME SA335 P91, és un tub d'acer d'aliatge ferrític sense soldadura per a servei a alta temperatura, UNS No. K91560.
Té un mínimresistència a la tracció de 585 MPa(85 ksi) i un mínimlímit elàstic de 415 MPa(60 ksi).
P91conté principalment elements d'aliatge com el crom i el molibdè, i s'hi afegeixen diversos altres elements d'aliatge, que pertanyen aacer d'alta aleació, de manera que té una gran resistència i una excel·lent resistència a la corrosió.
A més, el P91 està disponible en dos tipus,Tipus 1iTipus 2, i s'utilitza habitualment en centrals elèctriques, refineries, equips crítics per a instal·lacions químiques i canonades en entorns d'alta temperatura i alta pressió.
La canonada d'acer P91 es classifica en dos tipus, Tipus 1 i Tipus 2.
Ambdós tipus són iguals pel que fa a les propietats mecàniques i altres requisits com el tractament tèrmic,amb petites diferències en la composició química i l'enfocament específic de l'aplicació.
Composició químicaEn comparació amb el tipus 1, la composició química del tipus 2 és més estricta i conté més elements d'aliatge per proporcionar una millor resistència a la calor i a la corrosió.
AplicacionsA causa de la composició química optimitzada, el tipus 2 és més adequat per a temperatures extremadament altes o ambients més corrosius, o en aplicacions on es requereix una major resistència i durabilitat.
La canonada d'acer ASTM A335 ha de sersense costures.
El procés de fabricació sense fissures es classifica enacabat en calentiestirat en fred.
A continuació es mostra un diagrama del procés d'acabat en calent.

En particular, el P91, un tub d'acer d'alta aleació, que sovint s'utilitza en entorns durs subjectes a altes temperatures i pressions, el tub d'acer sense soldadura està uniformement tensat i es pot convertir en tubs de paret gruixuda, garantint així una major seguretat i una millor rendibilitat.
P91 Totes les canonades han de ser tractades tèrmicament per optimitzar la microestructura de la canonada, millorar les seves propietats mecàniques i augmentar la resistència a altes temperatures i pressions.
| Grau | Tipus de tractament tèrmic | Normalització de la temperatura | Temperatura de reveniment |
| P91 Tipus 1 i Tipus 2 | normalitzar i temperar o | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| apagar i temperar | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Components químics P91 Tipus 1
| Grau | Composició, % | ||||||
| P91 Tipus 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 màx. | 0,010 màx. | 0,20 - 0,50 | 8.00 - 9.50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0,40 màx. | 0,02 màx. | 0,06 - 0,10 | 0,01 màx. | 0,01 màx. | |
Components químics P91 Tipus 2
| Grau | Composició, % | ||||||
| Components químics del producte P91 Tipus 2 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 màx. | 0,005 màx. | 0,20 - 0,40 | 8.00 - 9.50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Relació N/Al | Nb | Ti | |
| 0,16 - 0,27 | 0,20 màx. | 0,02 màx. | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0,01 màx. | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 màx. | 0,01 màx. | 0,003 màx. | 0,01 màx. | 0,001 màx. | 0,05 màx. | 0,10 màx. | |
Amb les dues imatges de dalt, és fàcil veure la diferència entre els elements químics de tipus 1 i de tipus 2 i les restriccions.
1. Propietat de tracció
La prova de tracció s'utilitza habitualment per mesurar lalímit elàstic, resistència a la tracció, ielongación del programa experimental de canonades d'acer, i s'utilitza àmpliament en les propietats del material de la prova.
| P91 Tipus 1 i Tipus 2 | |||
| Resistència a la tracció | 85 ksi [585 MPa] min | ||
| Límit elàstic | 60 ksi [415 MPa] min | ||
| Elongació | Requisits d'elongació | Longitudinal | Transversal |
| Allargament en 2 polzades o 50 mm (o 4D), mín., %; Allargament mínim bàsic per a parets de 8 mm [6 polzades] o més de gruix, proves de tira i per a totes les mides petites provades en secció completa. | 20 | — | |
| Quan s'utilitza una mostra rodona estàndard de 2 polzades o 50 mm de longitud de calibre o una mostra proporcionalment més petita amb una longitud de calibre igual a 4D (4 vegades el diàmetre) | 20 | 13 | |
| Per a les proves de tira, s'ha de fer una deducció per cada disminució de 0,8 mm [1/32 polzada] del gruix de la paret per sota de 8 mm [5/16 polzades] de l'allargament mínim bàsic dels següents punts percentuals: | 1 | — | |
2. Duresa
Es poden utilitzar diversos mètodes d'assaig de duresa, com ara Vickers, Brinell i Rockwell.
| Grau | Brinell | Vickers | Rockwell |
| P91 Tipus 1 i Tipus 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Gruix de la paret <0,065 polzades [1,7 mm]: No cal prova de duresa;
0,065 polzades [1,7 mm] ≤ gruix de la paret <0,200 polzades [5,1 mm]: s'ha d'utilitzar la prova de duresa Rockwell;
Gruix de paret ≥ 0,200 polzades [5,1 mm]: ús opcional de la prova de duresa Brinell o la prova de duresa Rockwell.
La prova de duresa Vickers és aplicable a tots els gruixos de paret de tubs. El mètode d'assaig es duu a terme d'acord amb els requisits de la norma E92.
3. Prova d'aplanament
Els experiments s'han de dur a terme d'acord amb la secció 20 de la norma ASTM A999.
4. Prova de flexió
Doblegueu-la 180° a temperatura ambient; no han d'aparèixer esquerdes a l'exterior de la peça doblegada.
Mida > NPS25 o D/t ≥ 7.0: La prova de flexió s'ha de realitzar sense prova d'aplanament.
5. P91 Programes experimentals opcionals
Els següents elements experimentals no són elements de prova obligatoris, si cal es poden determinar mitjançant negociació.
S1: Anàlisi del producte
S3: Prova d'aplanament
S4: Proves d'estructura metàl·lica i gravat
S5: Microfotografies
S6: Microfotografies de peces individuals
S7: Tractament tèrmic alternatiu - Grau P91 Tipus 1 i Tipus 2
La prova hidroelèctrica P91 ha de complir els requisits següents.
Diàmetre exterior > 250 mm i gruix de paret ≤ 19 mm: aquesta hauria de ser una prova hidrostàtica.
Altres mides per a assaigs elèctrics no destructius.
Per a tubs d'acer d'aliatge ferrític i d'acer inoxidable, la paret està sotmesa a una pressió no inferior a60% del límit elàstic mínim especificat.
La pressió de prova hidrostàtica s'ha de mantenir durant almenys 5ssense fuites ni altres defectes.
Pressió hidràulicaes pot calcular mitjançant la fórmula:
P = 2St/D
P = pressió de prova hidrostàtica en psi [MPa];
S = tensió a la paret de la canonada en psi o [MPa];
t = gruix de paret especificat, gruix nominal de paret segons el número de programa ANSI especificat o 1,143 vegades el gruix mínim de paret especificat, en polzades [mm];
D = diàmetre exterior especificat, diàmetre exterior corresponent a la mida de canonada ANSI especificada o diàmetre exterior calculat sumant 2t (tal com es defineix anteriorment) al diàmetre interior especificat, en mm [polzades].
La canonada P91 s'inspecciona mitjançant el mètode d'assaig E213. La norma E213 es refereix principalment a les proves per ultrasons (UT).
Si s'especifica específicament a la comanda, també es pot inspeccionar segons el mètode de prova E309 o E570.
L'estàndard E309 sol tractar la inspecció electromagnètica (corrents de Foucault), mentre que l'E570 és un mètode d'inspecció que implica matrius de corrents de Foucault.
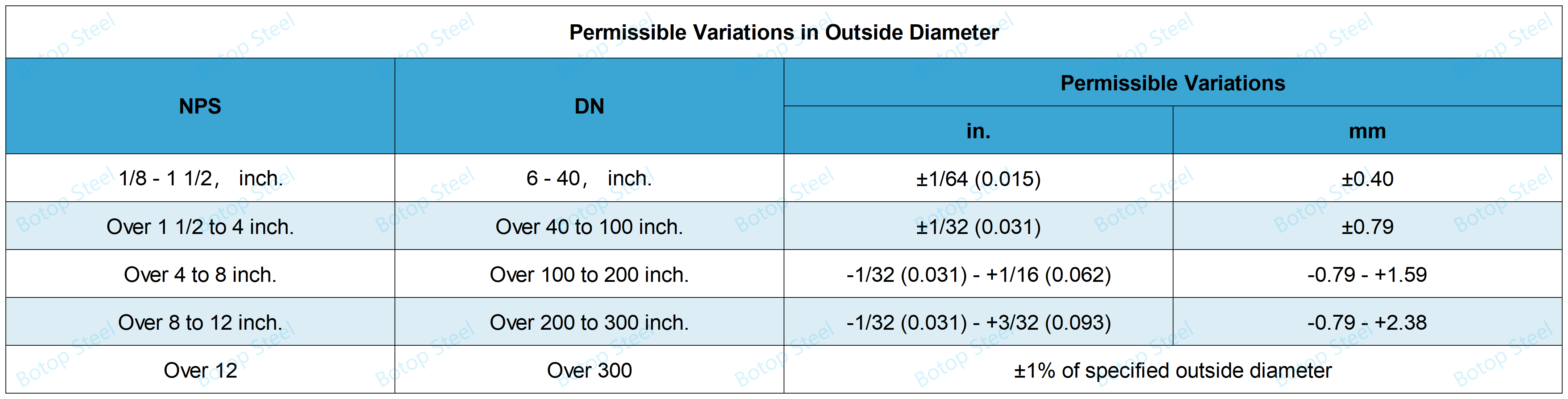
Variacions admissibles de diàmetre
Per a canonades encarregades adiàmetre interior, el diàmetre interior no ha de variar més de ±1% del diàmetre interior especificat.
Tubs encarregatsNPS [DN] o diàmetres exteriorsno han de variar els diàmetres exteriors més del que s'especifica a les taules següents.
Variacions admissibles en el gruix de la paret
Les mesures del gruix de la paret s'han de fer mitjançant calibres mecànics o dispositius d'assaig no destructius degudament calibrats i amb la precisió adequada. En cas de controvèrsia, prevaldrà la mesura determinada mitjançant calibres mecànics.
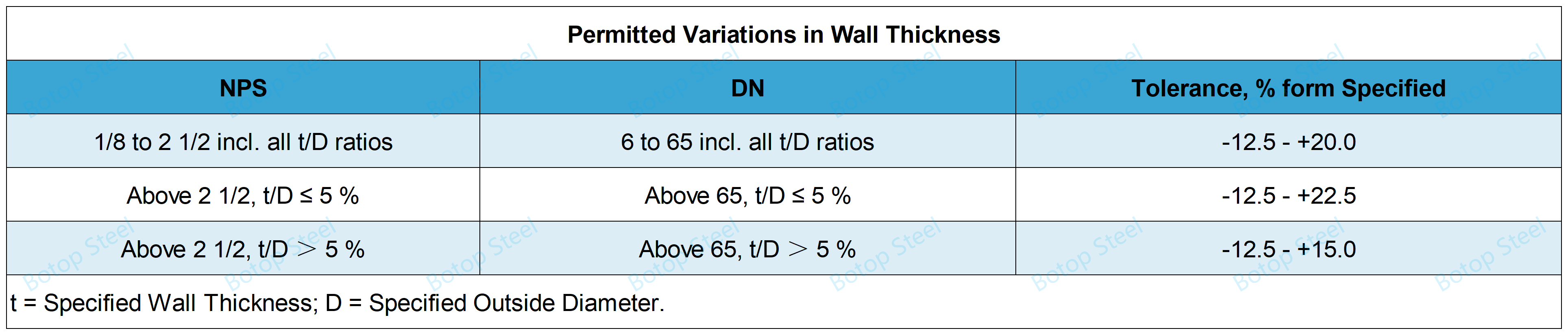
El gruix mínim de paret i el diàmetre exterior per a la inspecció del compliment d'aquest requisit per a la canonada demanada per NPS [DN] i el número de programació es mostren aASME B36.10M.
Defectes
Les imperfeccions superficials es consideren defectes si superen el 12,5% del gruix nominal de la paret o superen el gruix mínim de la paret.
Imperfeccions
Marques mecàniques, abrasions i clots, qualsevol dels quals amb imperfeccions superiors a 1/16 polzada [1,6 mm].
Les marques i les abrasions es defineixen com a marques de cable, abolladures, marques de guia, marques de rodament, ratllades de boles, puntuacions, marques de daus i similars.
Reparació
Els defectes es poden eliminar mitjançant esmolat, sempre que el gruix restant de la paret no sigui inferior al gruix mínim de la paret.
Les reparacions també es poden fer mitjançant soldadura, però han de complir els requisits pertinents de l'A999.
Totes les soldadures de reparació de P91 s'han de fer amb un dels següents processos i consumibles de soldadura: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + flux neutre; GTAW, A5.28/A5.28M ER90S-B9; i FCAW A5.29/A5.29M E91TI-B9. A més, la suma del contingut de Ni+Mn de tots els consumibles de soldadura utilitzats per soldar reparacions P91 Tipus 1 i Tipus 2 no ha de superar l'1,0%.
La canonada P91 s'ha de tractar tèrmicament a 730-800 °C després de la reparació de la soldadura.
La superfície externa del tub d'acer inspeccionat ha de contenir els elements següents:
Nom o marca comercial del fabricant; número estàndard; grau; longitud i símbol addicional "S".
També s'han d'incloure els marcatges per a la pressió hidrostàtica i els assaigs no destructius de la taula següent.
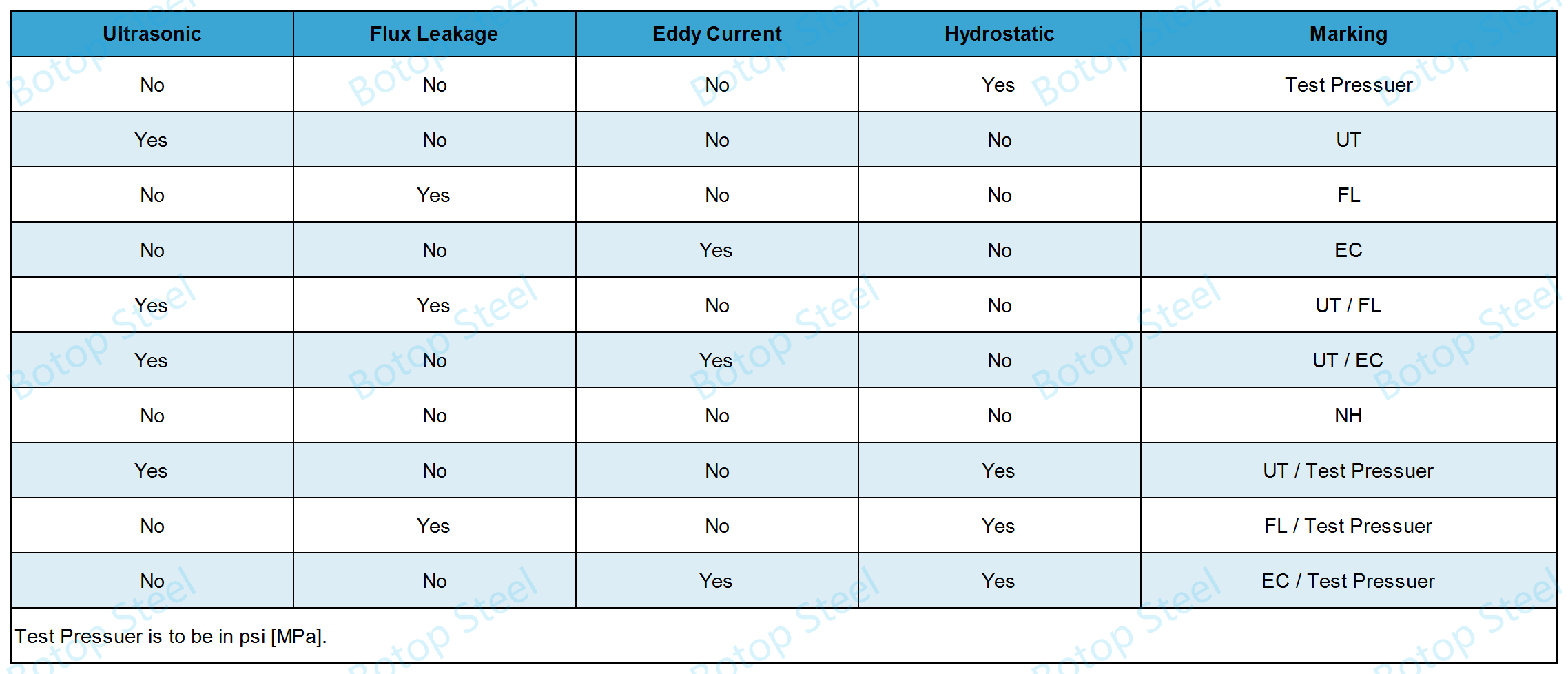
Si la canonada es repara mitjançant soldadura, s'ha de marcar amb "WR".
p91 Cal indicar el tipus (Tipus 1 o Tipus 2).
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Matèrial: tub d'acer sense soldadura ASTM A335 P91;
OD1/8"- 24";
WTd'acord ambASME B36.10requisits;
HorariSCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 i SCH160;
Identificació:STD (estàndard), XS (extra fort) o XXS (doble extra fort);
PersonalitzacióTambé hi ha disponibles mides de canonades no estàndard, i mides personalitzades disponibles a petició;
LongitudLongituds específiques i aleatòries;
Certificació IBRPodem contactar amb l'organització d'inspecció de tercers per obtenir la certificació IBR segons les vostres necessitats. Les nostres organitzacions d'inspecció de cooperació són BV, SGS, TUV, etc.;
FinalExtrem pla, bisellat o extrem de tub compost;
SuperfícieCanonades lleugeres, pintura i altres proteccions temporals, eliminació i poliment de l'òxid, galvanització i recobriment de plàstic i altres proteccions a llarg termini;
EmbalatgeCaixa de fusta, embalatge de corretja d'acer o filferro d'acer, protector d'extrem de canonada de plàstic o ferro, etc.














