




| ТЭХНІЧНЫЯ ХАРАКТАРЫСТЫКІ ДЛЯ СТАЛЕВЫХ ТРУБ LSAW | |
| 1. Памер | 1) Знешні дыяметр: 406 мм-1500 мм |
| 2) Таўшчыня сценкі: 8 мм-50 мм | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Стандарт: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 і г.д. |
| 3. Матэрыял | ASTM A53 Гр. B,API 5L Гр. B,X42,X52,X60,X70,X80,S235JR,S355J0H і г.д. |
| 4. Выкарыстанне: | 1) вадкасць нізкага ціску, вада, газ, нафта, трубаправод |
| 2) канструкцыя трубы, будаўніцтва трубаправодаў | |
| 3) агароджа, дзвярная труба | |
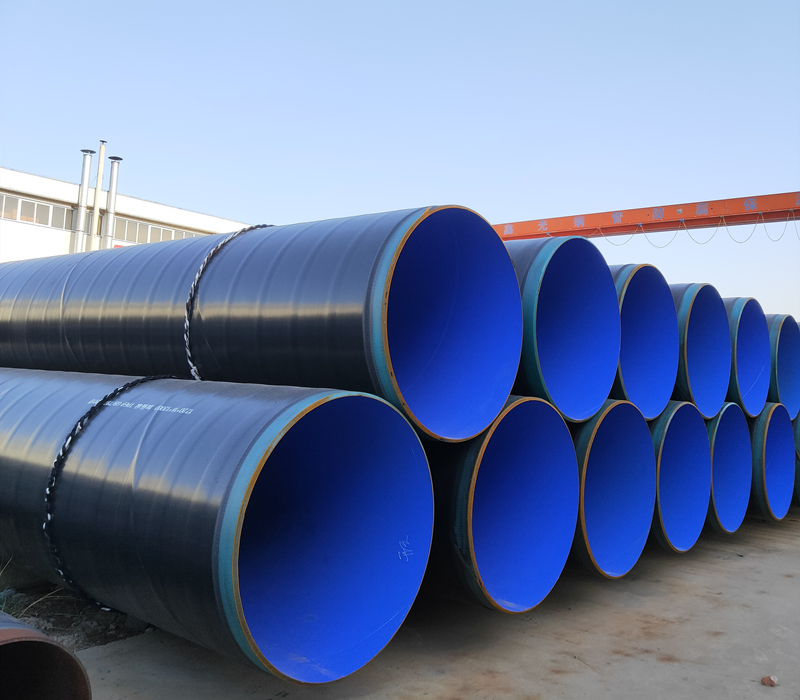
| 5. Пакрыццё | 1) Аголены 2) Чорная фарба (лакавае пакрыццё) 3) Ацынкаваны 4) Змазаны алеем 5) PE, 3PE, FBE, пакрыццё, устойлівае да кампазіцыяў, антыкаразійнае пакрыццё |
| 6. Тэхніка | падоўжна зварная сталёвая труба |
| 7. Праверка: | З дапамогай гідраўлічных выпрабаванняў, віхратокавых, RT, UT або праверкі трэцім бокам |
| 8. Дастаўка | Кантэйнер, судна для насыпных грузаў. |
| 9. Аб нашай якасці: | 1) Без пашкоджанняў, без пагнутасцей 2) без задзірын, вострых краёў і абрэзкаў 3) Бясплатна для змазкі і маркіроўкі 4) Усе тавары могуць быць правераны староннім аглядам перад адпраўкай |

Інжынерны выпадак Ганконга

Інжынерная справа Катара

Інжынерны прыклад Турцыі

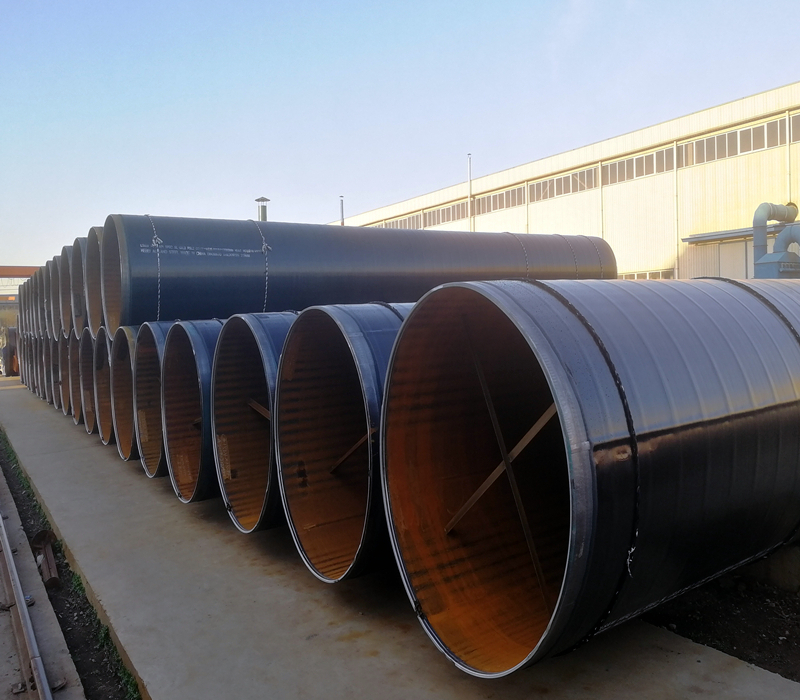
Труба LSAWвыкарыстоўвае тэхналогію дугавой зваркі пад флюсам, выкарыстоўваючы напаўняльную зварку, абарону ад часціц флюсам пад пахаванай дугой.
LSAW — гэта англійская абрэвіятура ад flowers-dug straight-sheat steel pipe (сталёвая труба, звараная пад флюсам з прамым швом). Вытворчы працэс сталёвых труб, звараных пад флюсам з прамым швом, уключае тэхналогію фармавання JCOE, тэхналогію фармавання рулонаў, тэхналогію дугавой зваркі пад флюсам і тэхналогію фармавання UOE.
Працэс вырабу падоўжна звараных пад флюсам (LSAW) труб выглядае наступным чынам:
Ультрагукавое зондаванне пласцін → фрэзераванне краёў → папярэдняя гнутка → фармаванне → папярэдняя зварка → унутрышняя зварка → знешняя зварка → ультрагукавы кантроль → рэнтгенаўскі кантроль → пашырэнне → гідраўлічнае выпрабаванне → 1. Зняцце фаскі → ультрагукавы кантроль → рэнтгенаўскі кантроль → магнітна-парашковы кантроль на канцы трубы

| Патрабаванні да трываласці на расцяжэнне | |||
| 1 клас | 2 клас | 3 клас | |
| Трываласць на расцяжэнне, мін, psi (МПа) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Мяжа цякучасці або мяжа цякучасці, мін, psi (МПа) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Базавае мінімальнае падаўжэнне для намінальнай таўшчыні сценкі 7,9 мм (6 цаляў) або больш: Падаўжэнне на 203,2 мм (8 цаляў), мін, % Падаўжэнне на 50,8 мм (2 цалі), мін, % | 18 30 | 14 25 | ... 20 |
| Для намінальнай таўшчыні сценкі менш за 7,9 мм (%6 цалі) мінімальнае падаўжэнне (2 цалі) на кожнае памяншэнне намінальнай таўшчыні сценкі ніжэй за 7,9 мм (%6 цалі) складае адлік ад базавага мінімальнага падаўжэння на 50,08 мм (2 цалі) для кожнага памяншэння Vzi на 0,8 мм (0,8 мм) у працэнтных пунктах. | 1,5 А | 1,25 А | 1,0 А... |

Гідрастатычныя выпрабаванні

Неразбуральныя выпрабаванні (RT)

Неразбуральныя выпрабаванні (UT)
Выпрабаванне на выгіб—Дастатковы адрэзак трубы павінен быць сагнуты ў халодным стане на 90° вакол цыліндрычнай апраўкі.
Тэст на сплюшчванне-Нягледзячы на тое, што выпрабаванні не патрабуюцца, труба павінна адпавядаць патрабаванням выпрабаванняў на сплюшчванне.
Гідрастатычнае выпрабаванне—За выключэннем дазволеных выпадкаў, кожны адрэзак трубы павінен быць падвергнуты гідрастатычным выпрабаванням без уцечкі праз сценку трубы.
Неразбуральны электрычны кантроль-У якасці альтэрнатывы гідрастатычным выпрабаванням, увесь корпус кожнай трубы павінен быць правераны неразбуральным электрычным выпрабаваннем. Пры правядзенні неразбуральнага электрычнага выпрабавання, даўжыні павінны быць пазначаны літарамі «NDE».
Ультрагукавое даследаванне
Даследаванне віхравымі токамі
Голая труба, чорнае пакрыццё (на заказ);
Абодва канцы з ахоўнымі ахоўнымі шчыткамі;
Звычайны канец, скошаны канец;
Маркіроўка.




| Знешні дыяметр | Знешні дыяметр трубаправодаў не павінен адрознівацца больш чым на ±1% ад зададзенага вонкавага дыяметра. | ||
| Таўшчыня сценкі | Таўшчыня сценкі ў любой кропцы не павінна быць больш чым на 12,5% меншай за зададзеную намінальную таўшчыню сценкі. | ||
| Даўжыні | Палі для труб павінны пастаўляцца адзінарнай выпадковай даўжыні, падвойнай выпадковай даўжыні або аднастайнай даўжыні, указанай у замове на пастаўку, у адпаведнасці з наступнымі абмежаваннямі: | Адзінкавыя выпадковыя даўжыні | ад 16 да 25 футаў (ад 4,88 да 7,62 мм), цалі |
| Падвойныя выпадковыя даўжыні | Больш за 7,62 м (25 футаў) з мінімальным сярэднім ростам 10,67 м (35 футаў) | ||
| Аднастайная даўжыня | даўжыня, як паказана, з дапушчальным адхіленнем ±1 цаля. | ||
| Вага | Кожную палю трубы трэба ўзважваць асобна, і яе вага не павінна адрознівацца больш чым на 15% ад тэарэтычнай вагі, разлічанай з выкарыстаннем яе даўжыні і вагі на адзінку даўжыні, або ад 5% ад яе тэарэтычнай вагі. | ||










