



Сталёвая труба JIS G 3461— гэта бясшвоўная (SMLS) або звараная электрычным супрацівам (ERW) вугляродзістая сталёвая труба, якая ў асноўным выкарыстоўваецца ў катлах і цеплаабменніках для такіх ужыванняў, як рэалізацыя цеплаабмену паміж унутранай і вонкавай часткамі трубы.
СТБ340— гэта марка вугляродзістай сталі ў адпаведнасці са стандартам JIS G 3461. Яна мае мінімальную мяжу трываласці на расцяжэнне 340 МПа і мінімальную мяжу цякучасці 175 МПа.
Гэта матэрыял выбару для многіх прамысловых ужыванняў дзякуючы высокай трываласці, добрай тэрмаўстойлівасці, адаптыўнасці, адноснай каразійнай устойлівасці, эканамічнай эфектыўнасці і добрай апрацоўвальнасці.
JIS G 3461мае тры ступені.СТБ340, СТБ410, СТБ510.
СТБ340Мінімальная трываласць на расцяжэнне: 340 МПа; Мінімальная мяжа цякучасці: 175 МПа.
STB410Мінімальная трываласць на расцяжэнне: 410 МПа; мінімальная мяжа цякучасці: 255 МПа.
STB510:Мінімальная трываласць на расцяжэнне: 510 МПа; мінімальная мяжа цякучасці: 295 МПа.
Насамрэч, няцяжка высветліць, што класіфікацыя JIS G 3461 адпавядае мінімальнай трываласці сталёвай трубы на расцяжэнне.
Па меры павышэння класа матэрыялу адпаведна павялічваюцца яго мяжа трываласці на расцяжэнне і мяжа цякучасці, што дазваляе матэрыялу вытрымліваць больш высокія нагрузкі і ціск у больш складаных умовах працы.
Знешні дыяметр 15,9-139,8 мм.
Прымяненне ў катлах і цеплаабменніках звычайна не патрабуе вельмі вялікага дыяметра труб. Меншы дыяметр труб павялічвае цеплавую эфектыўнасць, таму што суадносіны плошчы паверхні да аб'ёму для цеплаперадачы вышэй. Гэта дапамагае перадаваць цеплавую энергію хутчэй і больш эфектыўна.
Трубы павінны быць выраблены зспакойная сталь.
Камбінацыя метадаў вытворчасці труб і метадаў аздаблення.

Падрабязней іх можна класіфікаваць наступным чынам:
Гарачаапрацаваная бясшвовая сталёвая труба: SH
Халоднаапрацаваныя бясшвовыя сталёвыя трубы: SC
Як сталёвая труба, звараная электрычным супрацівам: EG
Гарачаапрацаваная сталёвая труба, звараная электрасупрацівам: EH
Халоднаапрацаваная сталёвая труба, звараная электрасупрацівам: EC
Вось вытворчы працэс гарачаапрацаваных бясшвовых пракатных вырабаў.

Што тычыцца працэсу бясшвоўнай вытворчасці, яго можна ўмоўна падзяліць на бясшвовыя сталёвыя трубы з вонкавым дыяметрам больш за 30 мм, якія вырабляюцца метадам гарачай апрацоўкі, і 30 мм, якія вырабляюцца метадам халоднай апрацоўкі.

Метады тэрмічнага аналізу павінны адпавядаць стандартам JIS G 0320.
Для атрымання пэўных уласцівасцей могуць быць дададзеныя легіруючыя элементы, акрамя гэтых.
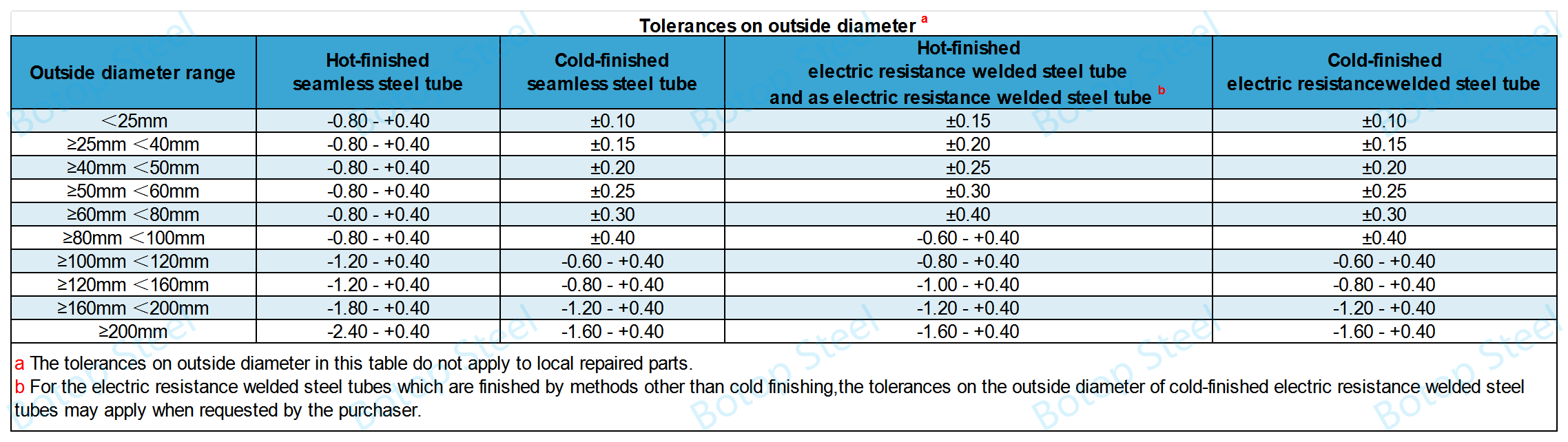
Пры аналізе прадукту значэнні адхіленняў хімічнага складу трубы павінны адпавядаць патрабаванням табліцы 3 стандарту JIS G 0321 для бясшвовых сталёвых труб і табліцы 2 стандарту JIS G 0321 для сталёвых труб, звараных кантактным зварваннем.
| Сімвал класа | C (вуглярод) | Si (крэмній) | Mn (марганец) | P (фосфар) | S (сера) |
| макс | макс | макс | макс | ||
| СТБ340 | 0,18 | 0,35 | 0,30-0,60 | 0,35 | 0,35 |
| Пакупнік можа ўказаць колькасць Si ў дыяпазоне ад 0,10% да 0,35%. | |||||
Хімічны склад STB340 распрацаваны для забеспячэння адэкватных механічных уласцівасцей і апрацоўваемасці, робячы матэрыял прыдатным для зваркі і прымянення ў асяроддзях з высокімі тэмпературамі.
| Сімвал класа | Трываласць на расцяжэнне a | Мяжа цякучасці або напружанне доказу | Падаўжэнне, мін., % | ||
| Знешні дыяметр | |||||
| <10 мм | ≥10 мм <20 мм | ≥20 мм | |||
| Н/мм² (МПА) | Н/мм² (МПА) | Тэставы ўзор | |||
| № 11 | № 11 | № 11/№ 12 | |||
| мін | мін | Кірунак выпрабавання на расцяжэнне | |||
| Паралельна восі трубы | Паралельна восі трубы | Паралельна восі трубы | |||
| СТБ340 | 340 | 175 | 27 | 30 | 35 |
Заўвага: выключна для цеплаабменных труб пакупнік можа, пры неабходнасці, указаць максімальнае значэнне трываласці на расцяжэнне. У гэтым выпадку максімальнае значэнне трываласці на расцяжэнне павінна быць значэннем, атрыманым шляхам дадання 120 Н/мм² да значэння ў гэтай табліцы.
Пры правядзенні выпрабавання на расцяжэнне на ўзоры № 12 для трубы з таўшчынёй сценкі менш за 8 мм.
| Сімвал класа | Выкарыстаны тэставы ўзор | Падаўжэнне мін, % | ||||||
| Таўшчыня сценкі | ||||||||
| >1 ≤2 мм | >2 ≤3 мм | >3 ≤4 мм | >4 ≤5 мм | >5 ≤6 мм | >6 ≤7 мм | >7 <8 мм | ||
| СТБ340 | № 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Значэнні падаўжэння ў гэтай табліцы разлічваюцца шляхам аднімання 1,5% ад значэння падаўжэння, прыведзенага ў табліцы 4, на кожныя 1 мм памяншэння таўшчыні сценкі трубы ад 8 мм і акруглення выніку да цэлага ліку ў адпаведнасці з правілам А стандарту JIS Z 8401.
Метад выпрабаванняў павінен адпавядаць JIS Z 2245. Цвёрдасць выпрабавальнага ўзору вымяраецца па яго папярочным сячэнні або ўнутранай паверхні ў трох месцах на кожны выпрабавальны ўзор.
| Сімвал класа | Цвёрдасць па Роквелу (сярэдняе значэнне трох пазіцый) HRBW |
| СТБ340 | 77 максімум. |
| STB410 | 79 максімум. |
| STB510 | 92 максімум. |
Гэта выпрабаванне нельга праводзіць на трубах з таўшчынёй сценкі 2 мм або менш. Для сталёвых труб, звараных электрычным кансалідацыйным зварваннем, выпрабаванне трэба праводзіць на ўчастку, адрозным ад зварнога шва або зон цеплавога ўздзеяння.
Гэта не распаўсюджваецца на бясшвовыя сталёвыя трубы.
Метад выпрабавання Змесціце ўзор у машыну і разгладжвайце яго, пакуль адлегласць паміж дзвюма платформамі не дасягне зададзенага значэння H. Затым праверце ўзор на наяўнасць расколін.
Пры выпрабаванні труб, звараных кантактным швом, лінія паміж зварным швом і цэнтрам трубы перпендыкулярная кірунку сціску.
H=(1+e)t/(e+t/D)
H: адлегласць паміж плітамі (мм)
t: таўшчыня сценкі трубы (мм)
D: вонкавы дыяметр трубы (мм)
е:пастаянная, вызначаная для кожнай маркі трубы. STB340: 0,09; STB410: 0,08; STB510: 0,07.
Гэта не распаўсюджваецца на бясшвовыя сталёвыя трубы.
Адзін канец узору развальцовваюць пры пакаёвай тэмпературы (ад 5°C да 35°C) канічным інструментам пад вуглом 60°, пакуль вонкавы дыяметр не павялічыцца ў 1,2 раза, і правяраюць на наяўнасць расколін.
Гэтае патрабаванне таксама распаўсюджваецца на трубы з вонкавым дыяметрам больш за 101,6 мм.
Выпрабаванне на зваротнае сплюшчванне можна прапусціць пры правядзенні выпрабавання на развальцовку.
Ад аднаго канца трубы адрэжце кавалак даўжынёй 100 мм і разрэжце яго напалову пад вуглом 90° ад лініі зваркі па абодва бакі акружнасці, выбіраючы палову са зварным швом у якасці ўзору.
Пры пакаёвай тэмпературы (ад 5 °C да 35 °C) расплюшчыце ўзор у пласціну зварным швом зверху і праверце ўзор на наяўнасць расколін у зварным шве.
Кожная сталёвая труба павінна прайсці гідрастатычныя або неразбуральныя выпрабаваннікаб забяспечыць якасць і бяспеку трубы і адпавядаць стандартам выкарыстання.
Гідраўлічнае выпрабаванне
Утрымлівайце ўнутраны бок трубы пад мінімальным або больш высокім ціскам P (P макс. 10 МПа) не менш за 5 секунд, затым праверце, ці можа труба вытрымаць ціск без уцечак.
P=2st/D
Pвыпрабавальны ціск (МПа)
tтаўшчыня сценкі трубы (мм)
Dвонкавы дыяметр трубы (мм)
s60 % ад зададзенага мінімальнага значэння мяжы цякучасці або напружання цягучасці.
Неразбуральны кантроль
Неразбуральны кантроль сталёвых труб павінен праводзіццаультрагукавой або віхратокавы кантроль.
Дляультрагукавойхарактарыстыкі кантролю, сігнал ад эталоннага ўзору, які змяшчае эталонны стандарт класа UD, як пазначана ўJIS G 0582павінен разглядацца як узровень сігналізацыі і мець базавы сігнал, роўны або большы за ўзровень сігналізацыі.
Стандартная адчувальнасць выяўлення длявіхравыя токіэкзамен павінен быць катэгорыі EU, EV, EW або EX, указанай уJIS G 0583, і не павінна быць сігналаў, эквівалентных або мацнейшых за сігналы ад эталоннага ўзору, які змяшчае эталонны стандарт згаданай катэгорыі.

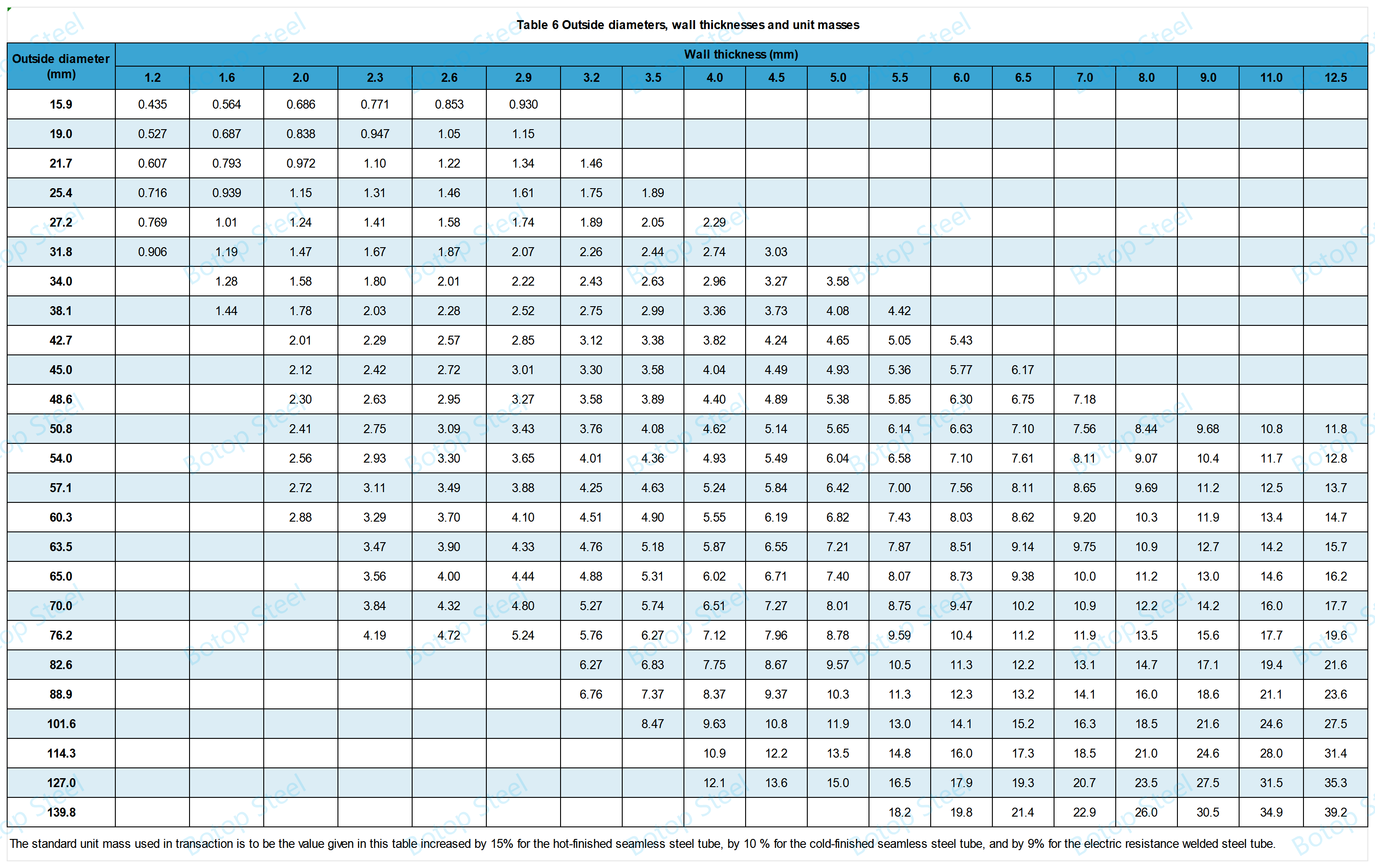
Для атрымання дадатковай інфармацыіТабліцы вагі труб і спецыфікацыі трубу межах стандарту вы можаце перайсці па ім.
Падыдзіце да маркіроўкі наступнай інфармацыі належным чынам.
а) Абазначэнне класа;
б) сімвал метаду вытворчасці;
в) Памеры: вонкавы дыяметр і таўшчыня сценкі;
г) Назва вытворцы або ідэнтыфікацыйная марка.
Калі маркіроўка на кожнай трубе ўскладненая з-за яе малога вонкавага дыяметра або па запыце пакупніка, маркіроўка можа быць нанесена на кожны пучок труб адпаведным спосабам.
STB340 шырока выкарыстоўваецца ў вытворчасці вадаправодных труб і дымаходаў для розных прамысловых катлоў, асабліва ў асяроддзях, дзе патрабуецца ўстойлівасць да высокіх тэмператур і ціску.
Дзякуючы добрым уласцівасцям цеплаправоднасці, ён таксама падыходзіць для вырабу труб для цеплаабменнікаў, дапамагаючы эфектыўна перадаваць цяпло паміж рознымі асяроддзямі.
Ён таксама можа выкарыстоўвацца для транспарціроўкі вадкасцей высокай тэмпературы або высокага ціску, такіх як пара або гарачая вада, і шырока выкарыстоўваецца ў хімічнай, электраэнергетычнай і машынабудаўнічай прамысловасці.
ASTM A106 клас А
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 клас 320
EN 10216-1 P235GH
GB 3087 20#
ГБ 5310 20G
Нягледзячы на тое, што гэтыя матэрыялы могуць быць падобнымі па хімічным складзе і асноўных уласцівасцях, спецыфічныя працэсы тэрмічнай апрацоўкі і механічнай апрацоўкі могуць паўплываць на ўласцівасці канчатковага прадукту.
Таму пры выбары эквівалентных матэрыялаў для практычнага прымянення варта праводзіць падрабязныя параўнанні і адпаведныя выпрабаванні.
З моманту свайго заснавання ў 2014 годзе кампанія Botop Steel стала вядучым пастаўшчыком труб з вугляродзістай сталі ў Паўночным Кітаі, вядомым сваім выдатным сэрвісам, высакаякаснай прадукцыяй і комплекснымі рашэннямі. Кампанія прапануе шырокі асартымент труб з вугляродзістай сталі і сумежных вырабаў, у тым ліку бясшвовыя сталёвыя трубы, трубы з ERW, LSAW і SSAW, а таксама поўны асартымент фітынгаў і фланцаў для труб.
Сярод спецыялізаванай прадукцыі — высакаякасныя сплавы і аўстэнітныя нержавеючыя сталі, распрацаваныя для задавальнення патрабаванняў розных праектаў трубаправодаў.















