



JIS G 3461 staalpypis 'n naatlose (SMLS) of elektriese weerstandsgesweisde (ERW) koolstofstaalpyp, hoofsaaklik gebruik in ketels en hitteruilers vir toepassings soos die verwesenliking van hitte-uitruiling tussen binne en buite die buis.
STB340is 'n koolstofstaalpypgraad in die JIS G 3461-standaard. Dit het 'n minimum treksterkte van 340 MPa en 'n minimum vloeigrens van 175 MPa.
Dit is die materiaal van keuse vir baie industriële toepassings vanweë sy hoë sterkte, goeie termiese stabiliteit, aanpasbaarheid, relatiewe korrosieweerstand, koste-effektiwiteit en goeie verwerkbaarheid.
JIS G 3461het drie grade.STB340, STB410, STB510.
STB340Minimum treksterkte: 340 MPa; Minimum vloeigrens: 175 MPa.
STB410Minimum Treksterkte: 410 MPa; Minimum Vloeigrens: 255 MPa.
STB510:Minimum Treksterkte: 510 MPa; Minimum Vloeigrens: 295 MPa.
Trouens, dit is nie moeilik om uit te vind dat die JIS G 3461-graad geklassifiseer word volgens die minimum treksterkte van die staalpyp nie.
Namate die graad van die materiaal toeneem, neem die trek- en vloeisterkte dienooreenkomstig toe, wat die materiaal toelaat om hoër laste en druk vir meer veeleisende werksomgewings te weerstaan.
Buitediameter van 15.9-139.8mm.
Toepassings in ketels en hitteruilers vereis gewoonlik nie baie groot buisdiameters nie. Kleiner buisdiameters verhoog termiese doeltreffendheid omdat die oppervlakarea-tot-volume-verhouding vir hitte-oordrag hoër is. Dit help om hitte-energie vinniger en meer doeltreffend oor te dra.
Buise moet vervaardig word van diegedode staal.
Kombinasie van pypvervaardigingsmetodes en afwerkingsmetodes.

In detail kan hulle soos volg gekategoriseer word:
Warm-afgewerkte naatlose staalbuis: SH
Koud-afgewerkte naatlose staalbuis: SC
As elektriese weerstandsgesweisde staalbuis: EG
Warm-afgewerkte elektriese weerstandsgesweisde staalbuis: EH
Koud-afgewerkte elektriese weerstandsgesweisde staalbuis: EG
Hier is die produksievloei van die warm-afgewerkte naatlose materiaal.

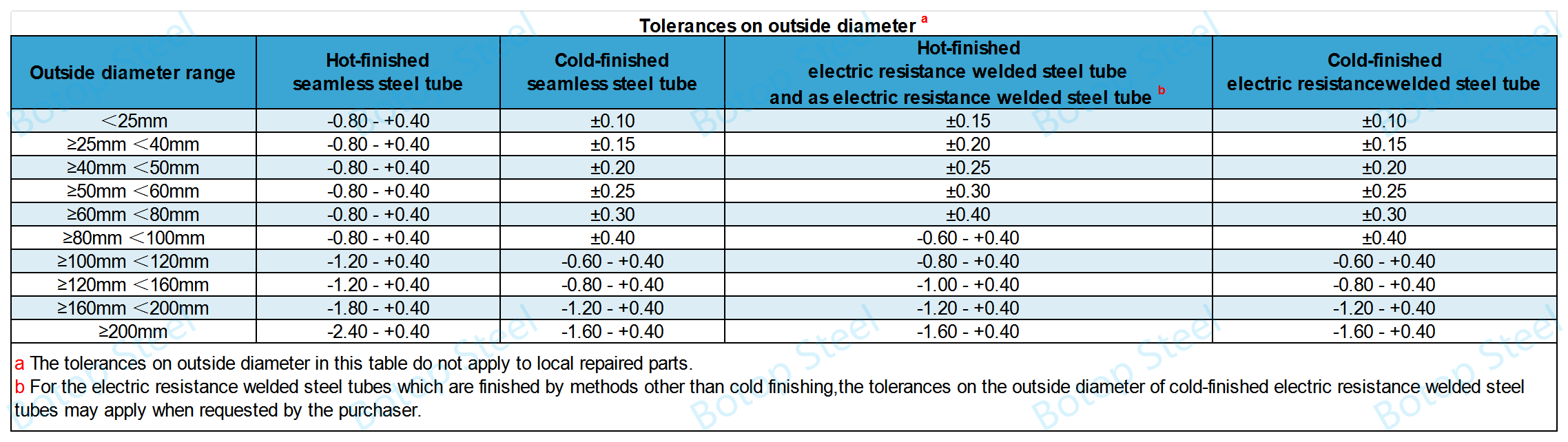
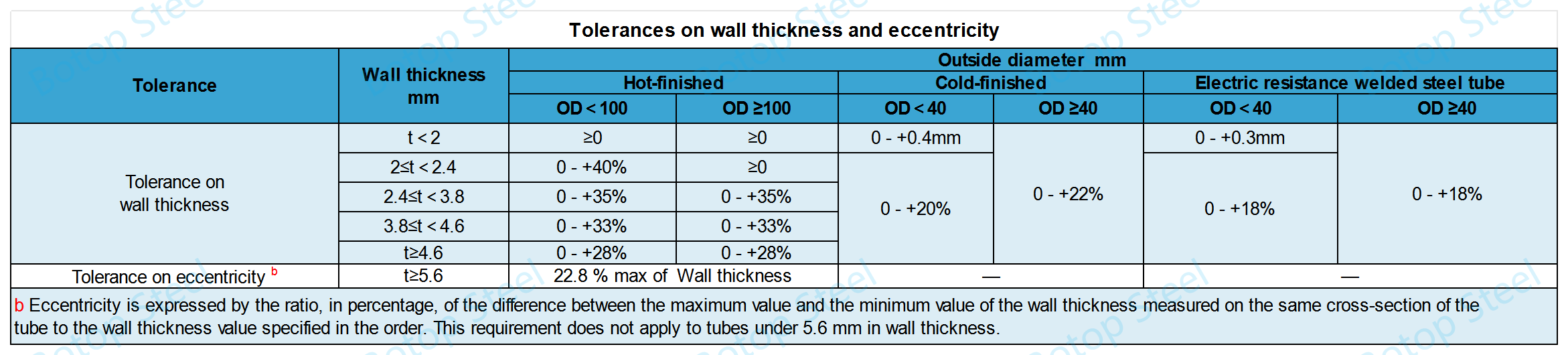
Vir die naatlose vervaardigingsproses kan dit rofweg verdeel word in naatlose staalpype met 'n buitediameter van meer as 30 mm met behulp van warm afwerkingsproduksie, en 30 mm met behulp van koue afwerkingsproduksie.

Termiese analisemetodes moet in ooreenstemming wees met die standaarde in JIS G 0320.
Ander legeringselemente as dié kan bygevoeg word om spesifieke eienskappe te verkry.
Wanneer die produk geanaliseer word, moet die afwykingswaardes van die chemiese samestelling van die pyp voldoen aan die vereistes van Tabel 3 van JIS G 0321 vir naatlose staalpype en Tabel 2 van JIS G 0321 vir weerstandsgesweisde staalpype.
| Simbool van graad | C (Koolstof) | Si (Silikon) | Mn (Mangaan) | P (Fosfor) | S (Swael) |
| maksimum | maksimum | maksimum | maksimum | ||
| STB340 | 0.18 | 0.35 | 0.30-0.60 | 0.35 | 0.35 |
| Die koper kan die hoeveelheid Si spesifiseer om tussen 0.10% en 0.35% te wees. | |||||
Die chemiese samestelling van STB340 is ontwerp om voldoende meganiese eienskappe en bewerkbaarheid te verseker, terwyl die materiaal geskik is vir sweiswerk en toepassings in hoëtemperatuuromgewings.
| Simbool van graad | Treksterkte a | Vloeipunt of bewysspanning | Verlenging min, % | ||
| Buitediameter | |||||
| <10 mm | ≥10 mm <20 mm | ≥20mm | |||
| N/mm² (MPA) | N/mm² (MPA) | Toetsstuk | |||
| Nr. 11 | Nr. 11 | Nr. 11/Nr. 12 | |||
| min | min | Trektoetsrigting | |||
| Parallel aan die buisas | Parallel aan die buisas | Parallel aan die buisas | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Let wel: uitsluitlik vir die hitteruilerbuise, kan die koper, waar nodig, die maksimum waarde van treksterkte spesifiseer. In hierdie geval sal die maksimum treksterktewaarde die waarde wees wat verkry word deur 120 N/mm² by die waarde in hierdie tabel te voeg.
Wanneer die trektoets op Toetsstuk Nr. 12 uitgevoer word vir die buis met 'n wanddikte van minder as 8 mm.
| Simbool van graad | Toetsstuk gebruik | Verlenging min, % | ||||||
| Wanddikte | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STB340 | Nr. 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Die verlengingswaardes in hierdie tabel word bereken deur 1.5% van die verlengingswaarde wat in Tabel 4 gegee word, af te trek vir elke 1 mm afname in buiswanddikte vanaf 8 mm, en deur die resultaat af te rond tot 'n heelgetal volgens Reël A van JIS Z 8401.
Die toetsmetode moet in ooreenstemming met JIS Z 2245 wees. Die hardheid van die toetsstuk moet op sy dwarssnit of interne oppervlak op drie posisies per toetsstuk gemeet word.
| Simbool van graad | Rockwell-hardheid (gemiddelde waarde van drie posisies) HRBW |
| STB340 | 77 maksimum. |
| STB410 | 79 maksimum. |
| STB510 | 92 maksimum. |
Hierdie toets mag nie uitgevoer word op buise met 'n wanddikte van 2 mm of minder nie. Vir elektriese weerstandsgesweisde staalbuise moet die toets uitgevoer word in die gedeelte anders as die sweislas of die hitte-geaffekteerde sones.
Dit is nie van toepassing op naatlose staalpype nie.
Toetsmetode Plaas die monster in die masjien en maak dit plat totdat die afstand tussen die twee platforms die gespesifiseerde waarde H bereik. Kontroleer dan die monster vir krake.
Wanneer kritieke weerstandsgesweisde pype getoets word, is die lyn tussen die sweislas en die middelpunt van die pyp loodreg op die kompressierigting.
H=(1+e)t/(e+t/D)
H: afstand tussen plate (mm)
t: wanddikte van buis (mm)
D: buitediameter van die buis (mm)
e:konstante gedefinieer vir elke graad van die buis. STB340: 0.09; STB410: 0.08; STB510: 0.07.
Dit is nie van toepassing op naatlose staalpype nie.
Een punt van die monster word by kamertemperatuur (5°C tot 35°C) met 'n koniese gereedskap teen 'n hoek van 60° opgevlam totdat die buitediameter met 'n faktor van 1.2 vergroot is en vir krake geïnspekteer word.
Hierdie vereiste geld ook vir buise met 'n buitediameter van meer as 101,6 mm.
Die omgekeerde afplattingstoets kan weggelaat word wanneer die opvlamtoets uitgevoer word.
Sny 'n 100 mm lange toetsstuk van die een punt van die pyp af en sny die toetsstuk in die helfte 90° vanaf die laslyn aan beide kante van die omtrek, en neem die helfte wat die las bevat as die toetsstuk.
By kamertemperatuur (5 °C tot 35 °C), druk die monster plat in 'n plaat met die lasnaad bo en inspekteer die monster vir krake in die lasnaad.
Elke staalpyp moet hidrostaties of nie-vernietigend getoets wordom die kwaliteit en veiligheid van die pyp te verseker en om aan die gebruiksstandaarde te voldoen.
Hidrouliese Toets
Hou die binnekant van die pyp vir ten minste 5 sekondes teen minimum of hoër druk P (P maks 10 MPa), en kontroleer dan dat die pyp die druk sonder lekkasies kan weerstaan.
P=2ste/D
P: toetsdruk (MPa)
t: wanddikte van buis (mm)
D: buitediameter van die buis (mm)
s: 60 % van die gespesifiseerde minimum waarde van die vloeipunt of bewysspanning.
Nie-vernietigende toets
Nie-vernietigende toetsing van staalbuise moet uitgevoer word deurultrasoniese of wervelstroomtoetsing.
Virultrasonieseinspeksie-eienskappe, die sein van 'n verwysingsmonster wat 'n verwysingsstandaard van klas UD bevat soos gespesifiseer inJIS G 0582moet as 'n alarmvlak beskou word en moet 'n basiese sein hê wat gelyk is aan of groter is as die alarmvlak.
Die standaard deteksiegevoeligheid vir diewervelstroomeksamen sal kategorie EU, EV, EW of EX wees wat gespesifiseer word inJIS G 0583, en daar mag geen seine wees wat gelykstaande is aan of groter is as die seine van die verwysingsmonster wat die verwysingsstandaard van die genoemde kategorie bevat nie.

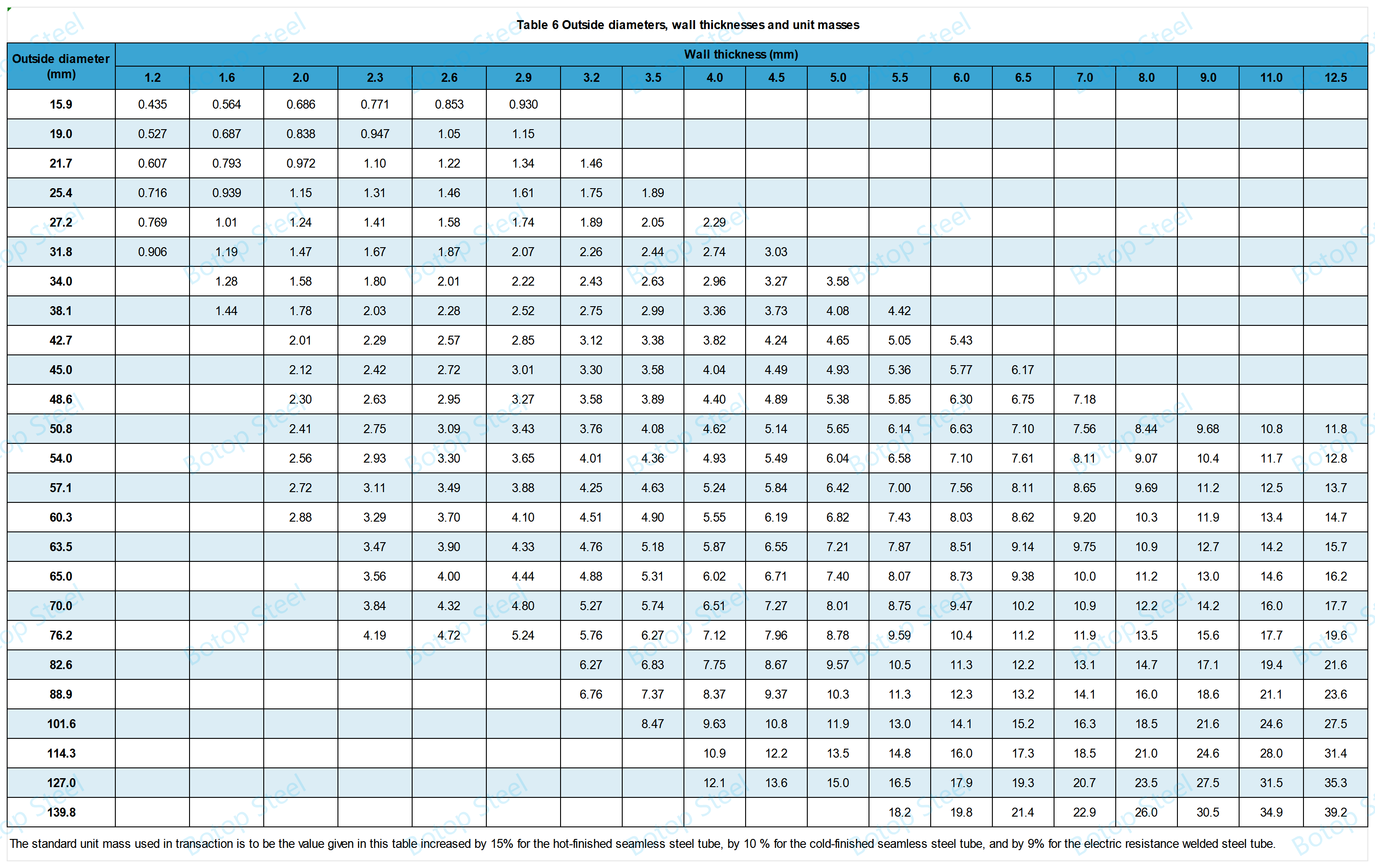
Vir meerPypgewigkaarte en Pypskedulesbinne die standaard kan jy deurklik.
Volg 'n gepaste benadering om die volgende inligting te benoem.
a) Simbool van graad;
b) Simbool vir die vervaardigingsmetode;
c) Afmetings: buitediameter en wanddikte;
d) Vervaardiger se naam of identifiserende handelsmerk.
Wanneer die merk op elke buis moeilik is as gevolg van die klein buitedeursnee daarvan, of wanneer die koper dit versoek, kan die merk op elke bondel buise op 'n geskikte manier aangebring word.
STB340 word algemeen gebruik in die vervaardiging van waterpype en rookpype vir verskeie industriële ketels, veral in omgewings waar weerstand teen hoë temperature en druk vereis word.
As gevolg van sy goeie hittegeleidingseienskappe, is dit ook geskik vir die vervaardiging van pype vir hitteruilers, wat help om hitte doeltreffend tussen verskillende media oor te dra.
Dit kan ook gebruik word om hoëtemperatuur- of hoëdrukvloeistowwe, soos stoom of warm water, te vervoer en word wyd gebruik in die chemiese, elektriese krag- en masjinerievervaardigingsnywerhede.
ASTM A106 Graad A
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 Graad 320
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Alhoewel hierdie materiale soortgelyk mag wees in terme van chemiese samestelling en basiese eienskappe, kan spesifieke hittebehandelingsprosesse en bewerking die eienskappe van die finale produk beïnvloed.
Daarom moet gedetailleerde vergelykings en toepaslike toetse uitgevoer word wanneer ekwivalente materiale vir praktiese toepassings gekies word.
Sedert sy stigting in 2014 het Botop Steel 'n toonaangewende verskaffer van koolstofstaalpype in Noord-China geword, bekend vir uitstekende diens, hoëgehalte-produkte en omvattende oplossings. Die maatskappy bied 'n verskeidenheid koolstofstaalpype en verwante produkte, insluitend naatlose, ERW-, LSAW- en SSAW-staalpype, sowel as 'n volledige reeks pyptoebehore en flense.
Die spesialiteitsprodukte sluit ook hoëgraadse legerings en austenitiese vlekvrye staal in, wat aangepas is om aan die eise van verskeie pyplynprojekte te voldoen.















