



ASTM A178staalbuise is elektriese weerstandsgesweisde (ERW) buise vankoolstof- en koolstof-mangaanstaalgebruik as ketelbuise, ketelrookpype, oorverhitterrookpype en veiligheidseindpype.
Dit is geskik vir staalpype met 'n buitediameter van 12.7-127 mm en 'n wanddikte tussen 0.9-9.1 mm.
ASTM A178 buise is geskik vir weerstandsgesweisde buise metbuitediameters tussen 1/2 - 5 duim [12.7 - 127 mm] en wanddiktes tussen 0.035 - 0.360 duim [0.9 - 9.1 mm], alhoewel ander groottes natuurlik beskikbaar is soos benodig, mits hierdie buise aan al die ander vereistes van hierdie spesifikasie voldoen.
Daar is drie grade om verskillende gebruiksomgewings te hanteer.
Graad A, Graad C en Graad D.
| Graad | Koolstofstaal Tipe |
| Graad A | Lae-koolstofstaal |
| Graad C | Medium-koolstofstaal |
| Graad D | Koolstof-Mangaanstaal |
Materiaal wat ingevolge hierdie spesifikasie verskaf word, moet voldoen aan die toepaslike vereistes van die huidige uitgawe van Spesifikasie A450/A450M, tensy anders hierin bepaal.
Graad AenGraad CMoenie 'n spesifieke staal spesifiseer nie; kies die toepaslike grondstof soos nodig.
Die staal virGraad Dsal doodgemaak word.
Gedode staal word vervaardig deur deoksideerders (bv. silikon, aluminium, mangaan, ens.) by gesmelte staal te voeg tydens die staalproduksieproses, waardeur die suurstofinhoud van die staal verminder of uitgeskakel word.
Hierdie behandeling verbeter die homogeniteit en stabiliteit van die staal, verbeter die meganiese eienskappe daarvan en verbeter korrosiebestandheid.
Gedode staal word dus wyd gebruik in toepassings waar 'n hoë mate van homogeniteit en uitstekende meganiese eienskappe vereis word, soos die vervaardiging van drukvate, ketels en groot strukturele komponente.
Die staalpype word vervaardig met behulp van dieERWvervaardigingsproses.

ERW (Elektriese Weerstand Gesweis)is 'n proses wat ideaal geskik is vir die vervaardiging van koolstofstaalpype.
Met die voordele van hoë sweissterkte, gladde interne en eksterne oppervlaktes, vinnige produksiespoed en lae prys, word dit wyd gebruik in baie industriële en konstruksievelde.
ASTM A178staalpypmoet hittebehandel wordtydens die vervaardigingsproses. Dit word gebruik om die meganiese eienskappe en strukturele stabiliteit van die pyp te verbeter, asook om spanning wat tydens die sweisproses moontlik ontstaan het, uit te skakel.
Na sweiswerk moet alle buise hittebehandel word teen 'n temperatuur van 900 °C [1650 °F] of hoër, gevolg deur afkoeling in lug of in die verkoelingskamer van 'n oond met beheerde atmosfeer.
Koudgetrekte buisemoet na die finale koue trekproses hittebehandel word teen 'n temperatuur van 1200°F [650°C] of hoër.

Wanneer produkontleding uitgevoer word, word die frekwensie van inspeksie soos volg bepaal.
| Klassifikasie | Inspeksiefrekwensie |
| Buitenste deursnee ≤ 3 duim [76.2 mm] | 250 stuks/tyd |
| Buitenste deursnee > 76,2 mm [3 duim] | 100 stuks/tyd |
| Onderskei volgens buishittenommer | Per hittenommer |
Meganiese eienskapvereistes is nie van toepassing op buise kleiner as 1/8 duim [3.2 mm] in binnediameter of 0.015 duim [0.4 mm] in dikte nie.
1. Treksterkte
Vir Klasse C en D moet 'n trektoets op twee buise in elke lot uitgevoer word.
Vir Graad A-buise is trektoetsing gewoonlik nie nodig nie. Dit is as gevolg van die feit dat Graad A-buise hoofsaaklik vir laedruk- en laetemperatuurtoepassings gebruik word.
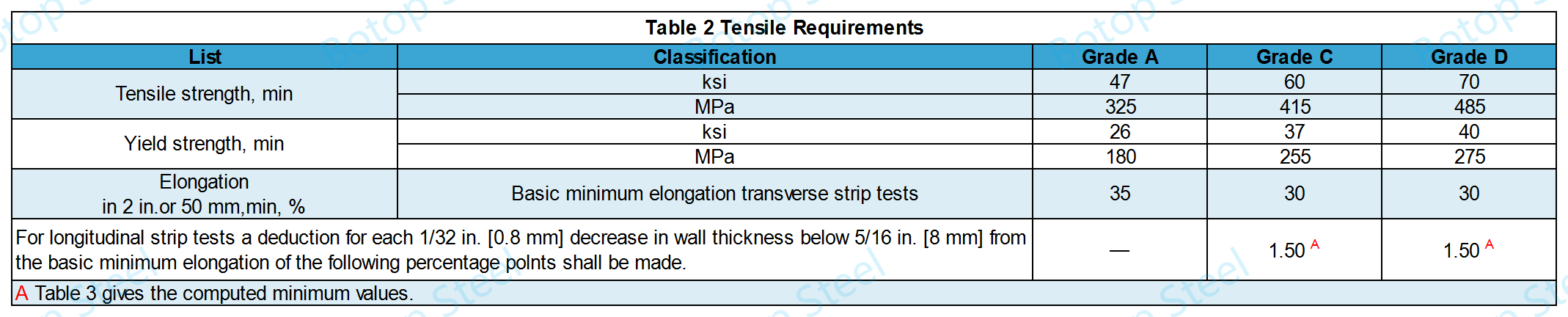
Tabel 3 gee die berekende minimum verlengingswaardes vir elke 1/32 duim [0.8 mm] afname in wanddikte.

Indien die wanddikte van die staalpyp nie een van hierdie wanddiktes is nie, kan dit ook met die formule bereken word.
Duim-eenhede: E = 48t + 15.00ofISI-eenhede: E = 1.87t + 15.00
E = verlenging in 2 duim of 50 mm, %,
t = werklike monsterdikte, in. [mm].
2. Druktoets
Ekstrusietoetse word uitgevoer op pypseksies van 2 1/2 duim [63 mm] lank wat longitudinale ekstrusie moet weerstaan sonder om te kraak, te splits of by die sweislasse te splits.

Vir buise met 'n buitediameter van minder as 1 duim [25.4 mm] moet die lengte van die monster 2 1/2 keer die buitediameter van die buis wees. Ligte oppervlakkontroles moet nie rede vir verwerping wees nie.
3. Platmaaktoets
Die eksperimentele metode voldoen aan die relevante vereistes van ASTM A450 Artikel 19.
4. Flenstoets
Die eksperimentele metode voldoen aan die relevante vereistes van ASTM A450 Artikel 22.
5. Omgekeerde Afplattingstoets
Die eksperimentele metode voldoen aan die relevante vereistes van ASTM A450, Artikel 20.
Hidrostatiese of nie-vernietigende elektriese toetsing word op elke staalpyp uitgevoer.
Vereistes is in ooreenstemming met ASTM A450, Artikel 24 of 26.
Die volgende data is afgelei van ASTM A450 en voldoen slegs aan die relevante vereistes vir gesweisde staalpype.
Gewigsafwyking
0 - +10%.
Wanddikte Afwyking
0 - +18%.
Buitediameterafwyking
| Buitediameter | Toelaatbare Variasies | ||
| in | mm | in | mm |
| OD ≤1 | OD≤ 25.4 | ±0.004 | ±0.1 |
| 1<OD ≤1½ | 25.4 | ±0.006 | ±0.15 |
| 1½<OD<2 | 38.1< OD<50.8 | ±0.008 | ±0.2 |
| 2≤ OD<2½ | 50.8≤ OD<63.5 | ±0.010 | ±0.25 |
| 2½≤ OD<3 | 63.5≤ OD<76.2 | ±0.012 | ±0.30 |
| 3≤ OD ≤4 | 76.2≤ OD ≤101.6 | ±0.015 | ±0.38 |
| 4<OD ≤7½ | 101.6 | -0.025 - +0.015 | -0.64 - +0.038 |
| 7½< OD ≤9 | 190.5< OD ≤228.6 | -0.045 - +0.015 | -1.14 - +0.038 |
Nadat die buis in die ketel geplaas is, moet dit uitsetting en buiging kan weerstaan sonder om defekte of krake by sweislasse te veroorsaak.
Die oorverhitterpype moet in staat wees om alle nodige smee-, sweis- en buigbewerkings sonder defekte te weerstaan.
Hoofsaaklik gebruik in ketelbuise, ketelrookkanale, oorverhitterrookkanale en veilige eindes.
ASTM A178 Graad ADie lae koolstofinhoud van die buise gee dit goeie sweisbaarheid en hoë taaiheid vir toepassings wat nie aan hoë druk onderwerp word nie.
Dit word hoofsaaklik gebruik vir laedruk- en mediumtemperatuurtoepassings soos laedrukketels (bv. huishoudelike ketels, klein kantoorgeboue of fabrieksketels) en ander hitteruilers in laetemperatuuromgewings.
ASTM A178 Graad Chet 'n hoër koolstof- en mangaaninhoud wat hierdie buis beter sterkte en hittebestandheid gee vir meer veeleisende bedryfstoestande.
Geskik vir mediumdruk- en mediumtemperatuurtoepassings soos industriële en warmwaterketels, wat tipies hoër druk en temperature benodig as huishoudelike ketels.
ASTM A178 Graad DBuise het 'n hoë mangaaninhoud en gepaste silikoninhoud om uitstekende sterkte en hittebestandheid te bied, wat hulle stabiel maak in hoëtemperatuur- en hoëdrukomgewings en geskik is om uiterste bedryfstoestande te weerstaan.
Tipies gebruik in hoëdruk- en hoëtemperatuuromgewings, soos kragstasieketels en industriële oorverhitters.
1. ASTM A179 / ASME SA179Naatlose sagte staal hitteruiler en kondensorbuise vir kriogeniese diens. Dit word hoofsaaklik in laerdrukomgewings gebruik en is soortgelyk in chemiese en meganiese eienskappe aan ASTM A178.
2. ASTM A192 / ASME SA192Naatlose koolstofstaal-ketelbuise vir hoëdrukgebruik. Word hoofsaaklik gebruik in die vervaardiging van watermure, ekonomiesers en ander drukkomponente vir ultrahoëdrukketels.
3. ASTM A210 / ASME SA210Dek naatlose medium koolstof- en allooistaalketel- en oorverhitterbuise vir hoëtemperatuur- en mediumdrukketelstelsels.
4. DIN 17175Naatlose staalbuise en -pype vir gebruik in hoëdruk- en hoëtemperatuuromgewings. Hoofsaaklik gebruik in die vervaardiging van stoompype vir ketels en drukvate.
5. EN 10216-2Skryf tegniese voorwaardes voor vir naatlose buise en pype van nie-legerings- en legeringsstaal met gespesifiseerde hoëtemperatuur-eienskappe vir toepassings onder druk.
6. JIS G3461Dek koolstofstaalpype vir ketels en hitteruilers. Dit is geskik vir algemene lae- en mediumdruk-hitte-ruilsituasies.
Ons is 'n vervaardiger en verskaffer van hoë gehalte gesweisde koolstofstaalpype uit China, en ook 'n voorraadhouer van naatlose staalpype, wat u 'n wye reeks staalpypoplossings bied!
Vir enige navrae of om meer te wete te kom oor ons aanbiedinge, moet asseblief nie huiwer om ons te kontak nie. Jou ideale staalpypoplossings is net 'n boodskap weg!








