


ASTM A106staalpyp is naatlooskoolstofstaalpypgeskik vir gebruik in hoë temperatuur en hoë druk omgewings.Dit word wyd gebruik in baie velde soos die olie- en gasbedryf, kragsentrales en chemiese aanlegte.
In die besonder,ASTM A106 Graad BBuise is veral gewild vir baie toepassings vanweë die vermoë om aan die meganiese prestasievereistes van die meeste konstruksiemasjinerie te voldoen en die bekostigbaarheid daarvan.
ASME SA106 = ASTM A106.
ASME SA106 en ASTM A106 is ekwivalent in terme van materiale en eienskappe, en het dieselfde standaardvereistes, maar behoort aan verskillende standaarduitgewersorganisasies en word gebruik om aan verskillende sertifiseringstelsels te voldoen.
Nominale deursneeDN 6 - DN 1200 [NPS 1/8 - NPS 48];
Buitenste deursnee: 10.3 - 1219 mm [0.405 - 48 duim];
Wanddiktesis soos getoon inASME B 36.10.
Algemene wanddikteklasse isBylae 40enBylae 80.
Pypgroottes anders as standaard mag gebruik word, mits dit aan al die ander vereistes van hierdie kode voldoen.
DieASTM A106standaard het drie verskillende grade,Graad A, Graad B en Graad C.
Die vloeigrens en treksterkte neem toe met die graad, wat gebruik word om verskillende gebruiksomgewings die hoof te bied.
Die staal sal gedoodde staal wees.
ASTM A106 staalpyp moet vervaardig word met behulp van 'nnaatlose produksieproses.
Afhangende van die grootte van die pyp en die spesifieke toepassing, kan hulle verder gekategoriseer word inwarm-afgewerktenkoudgetrektipes.
DN ≤ 40 [NPS ≤ 1 1/2], kan warm afgewerkt of koudgetrek word, meestal koudgetrek.
DN ≥ 50 [NPS ≥ 2] moet warm afgewerk word. Koudgetrekte naatlose staalbuise is ook op aanvraag beskikbaar.
Hieronder is 'n skematiese diagram van die produksieproses van warm-afgewerkte naatlose staalpyp.

Koudgetekende produksievloeidiagramskemas kan besigtig word deur op te klikASTM A556 Koudgetrekte naatlose koolstofstaalbuise.
Warm-afgewerkte en koud-getrekte naatlose staalbuise het meganiese eienskappe, oppervlakkwaliteit en dimensionele akkuraatheid benewens dimensionele verskille.
Warm-afgewerkte buise word by hoë temperature vervaardig en het beter taaiheid, maar growwer oppervlaktes en laer dimensionele akkuraatheid; terwyl koudgetrekte buise deur plastiese vervorming by kamertemperatuur vervaardig word en hoër sterkte, gladder oppervlaktes en meer akkurate dimensionele beheer het, wat hulle geskik maak vir toepassings wat hoër presisie en werkverrigting vereis.
Koudgetrekbuise moet hittebehandel word by1200°F [650°C]of hoër na finale koue tekening.
Warm-afgewerktStaalbuise benodig gewoonlik nie verdere hittebehandeling nie.
Indien hittebehandeling benodig word vir warm afgewerkte staalpype, moet die hittebehandelingstemperatuur bo1500°F [650°C].
Hittebehandeling verbeter die mikrostruktuur van die buis, verbeter meganiese eienskappe, verhoog korrosieweerstand, verbeter bewerkbaarheid, verseker dimensionele stabiliteit, asook voldoen aan die vereistes van spesifieke standaarde, wat die algehele werkverrigting en geskiktheid van die buis aansienlik verbeter.

a Vir elke vermindering van 0.01% onder die gespesifiseerde koolstofmaksimum, sal 'n toename van 0.06% mangaan bo die gespesifiseerde maksimum toegelaat word tot 'n maksimum van 1.35%.
b Tensy anders gespesifiseer deur die koper, sal vir elke vermindering van 0.01% onder die gespesifiseerde koolstofmaksimum 'n toename van 0.06% mangaan bo die gespesifiseerde maksimum toegelaat word tot 'n maksimum van 1.65%.
cCr, Cu, Mo, Ni en V mag nie 1% van die totale inhoud van hierdie vyf elemente oorskry nie.
Graad A, B en Cverskil in hul chemiese samestelling, hoofsaaklik in terme van koolstof- en mangaaninhoud.
Hierdie verskille beïnvloed die meganiese eienskappe en toepassingsscenario's van die buise. Hoe hoër die koolstofinhoud, hoe sterker sal die pyp wees, maar die taaiheid kan verminder word. 'n Toename in mangaaninhoud dra by tot die sterkte en hardheid van die staal.
Treksterkte
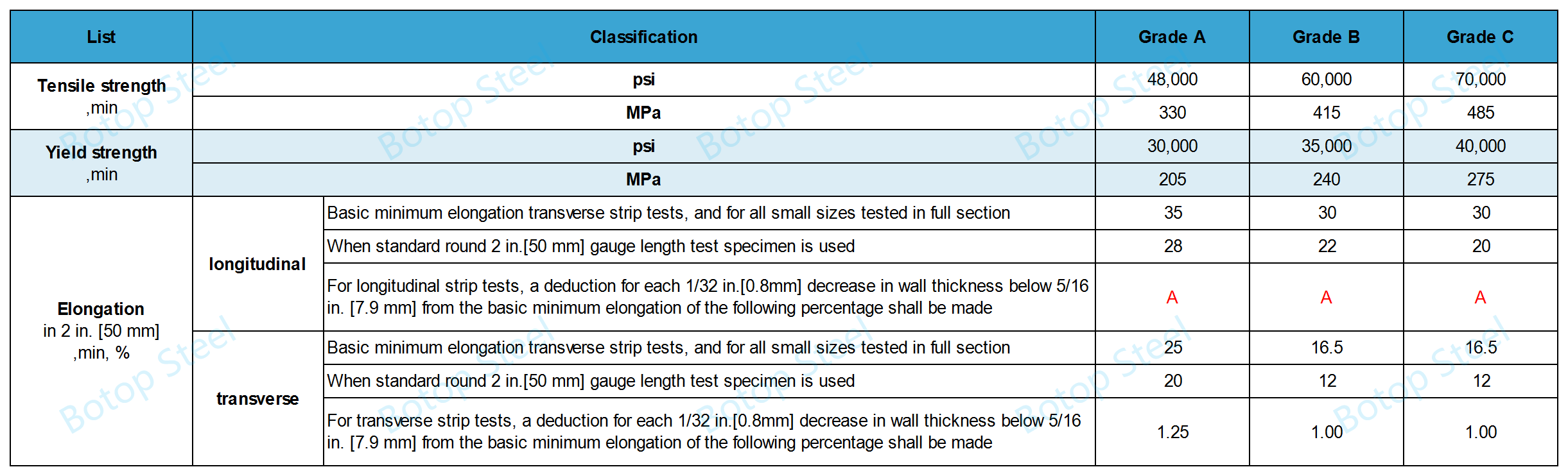
ADie minimum verlenging in 50 mm [2 duim] word deur die volgende vergelyking bepaal:
duim-pond eenhede:e = 625 000 A0.2/UO.9
SL-eenhede:e = 1940A0.2/U0.9
e: minimum verlenging in 2 duim [50 mm], %, afgerond tot die naaste 0.5%,
A: dwarssnitoppervlakte van die spanningstoetsmonster, in.2[mm]2], gebaseer op gespesifiseerde buitediameter of nominale monsterwydte en gespesifiseerde wanddikte, afgerond tot die naaste 0.01 duim2[1 mm2].
(As die aldus berekende oppervlakte gelyk is aan of groter as 0.75 duim2[500 mm]2], dan die waarde 0.75 in2[500 mm]2] sal gebruik word.),
U: gespesifiseerde treksterkte, psi [MPa].
Buigtoets
Vir pype DN 50 [NPS 2] en kleiner, moet daar 'n voldoende lengte pyp wees om koue buiging van die pyp deur 90° toe te laat sonder om rondom 'n silindriese doorn met 'n deursnee van 12 keer die buitedeursnee van die pyp te kraak.
Vir 'n buitediameter > 25 duim [635 mm], indien die buitediameter/buigte ≤ 7 is, is 'n buigtoets nodig om 180° te buig sonder om te kraak by kamertemperatuur. Die binnediameter van die gebuigde deel is 1 duim.
Platmaaktoets
ASTM A106 naatlose staalpyp hoef nie platgedruk te word nie, maar die werkverrigting van die pyp moet aan die ooreenstemmende vereistes voldoen.
Tensy dit spesifiek vereis word, moet elke pyp hidrogetoets of nie-vernietigend elektries getoets word, en soms albei.
Indien geen hidrostatiese of nie-vernietigende toetsing uitgevoer is nie, moet die pyp gemerk word met "NH".
Hidrostatiese Toets
Die waarde van die waterdruk mag nie minder as 60% van die gespesifiseerde minimum vloeigrens wees nie.
Dit kan met die volgende formule bereken word:
P = 2St/D
P = hidrostatiese toetsdruk in psi of MPa,
S = pypwandspanning in psi of MPa,
t = gespesifiseerde nominale wanddikte, nominale wanddikte wat ooreenstem met die gespesifiseerde ANSI-skedulenommer, of 1.143 keer die gespesifiseerde minimale wanddikte, in. [mm],
D = gespesifiseerde buitediameter, buitediameter wat ooreenstem met gespesifiseerde ANSI-pypgrootte, of buitediameter bereken deur 2t (soos hierbo gedefinieer) by die gespesifiseerde binnediameter, in. [mm], te voeg.
Indien 'n waterdruktoets uitgevoer word, moet die staalpyp gemerk word met dietoetsdruk.
Nie-vernietigende elektriese toets
Dit kan as 'n alternatief vir hidrostatiese toetsing gebruik word.
Die hele liggaam van elke pyp moet aan 'n nie-vernietigende elektriese toets onderwerp word in ooreenstemming metE213, E309, ofE570spesifikasies.
Indien nie-vernietigende toetse uitgevoer is, "NDE"" moet op die oppervlak van die pyp aangedui word.
Massa
Die werklike massa van die pyp moet in die reeks wees van97.5% - 110%van die gespesifiseerde massa.
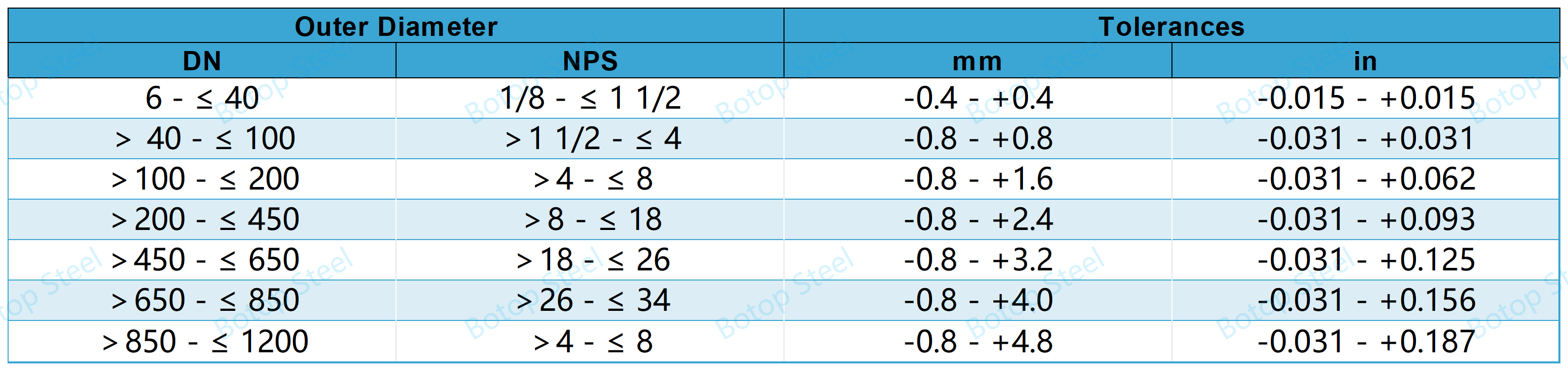
Buitenste deursnee
Dikte
Minimum wanddikte = 87.5% van die gespesifiseerde wanddikte.
Lengtes
Dit kan gekategoriseer word ingespesifiseerde lengte, enkele ewekansige lengte, endubbele ewekansige lengte.
Gespesifiseerde lengtesoos vereis deur die bevel.
Enkele ewekansige lengte: 4.8-6.7 m [16-22 vt].
5% van die lengte mag minder as 4,8 m [16 vt] wees, maar nie korter as 3,7 m [12 vt] nie.
Dubbele ewekansige lengtesDie minimum gemiddelde lengte is 10,7 m [35 vt] en die minimum lengte is 6,7 m [22 vt].
Vyf persent van die lengte mag minder as 6,7 m [22 vt] wees, maar nie korter as 4,8 m [16 vt] nie.
ASTM A106 staalpyp word wyd gebruik in baie industriële toepassings as gevolg van sy uitstekende weerstand teen hoë temperature en druk.
1. Olie- en gasbedryfASTM A106-staalpyp word wyd gebruik in langafstand-olie- en gaspyplyne, boortoerusting en raffinaderye, waar die hoëtemperatuur- en hoëdrukweerstand veiligheid en betroubaarheid in strawwe omgewings verseker.
2. KragstasiesWord gebruik in hoëtemperatuur-, hoëdruk-ketelpype, hitteruilers en hoëdruk-stoomtoevoerstelsels om stabiele werkverrigting en lewensduur onder uiterste toestande te bied.
3. Chemiese aanlegteASTM A106-staalpype word in chemiese aanlegte gebruik vir pypstelsels vir hoëdrukreaktore, drukvate, distillasietorings en kondensors, waar dit hoë temperature en korrosiewe chemikalieë kan weerstaan om prosesveiligheid en -doeltreffendheid te verseker.
4. Geboue en infrastruktuurWord gebruik in verhittings-, ventilasie- en lugversorgingstelsels (HVAC) sowel as hoëdruk-brandbeskermingstelsels om die doeltreffende werking en veiligheid van stelsels in geboue te verseker.
ASTM A53 Graad BenAPI 5L Graad B is die algemene alternatiewe vir ASTM A106 Graad B.
Op die merk van naatlose staalpype sien ons dikwels staalpype wat gelyktydig aan hierdie drie standaarde voldoen, wat aandui dat hulle 'n hoë mate van konsekwentheid het in terme van chemiese samestelling, meganiese eienskappe, ensovoorts.
Benewens die standaardmateriale wat hierbo genoem word, is daar 'n aantal ander standaarde wat soortgelyk is aan ASTM A106 in terme van chemiese samestelling en meganiese eienskappe.
GB/T 5310Dien toe op naatlose staalpyp vir hoëdrukketels.
JIS G3454Vir koolstofstaalpype vir drukpype.
JIS G3455Geskik vir koolstofstaalpype vir hoëdrukpyplyne.
JIS G3456Koolstofstaalpype vir hoëtemperatuurpyplyne.
EN 10216-2Naatlose staalbuise vir hoëtemperatuurtoepassings.
EN 10217-2Gesweisde staalpype vir hoëtemperatuurtoepassings.
GOST 8732Naatlose warmgewalste staalbuise vir hoëdruk- en hoëtemperatuurtoepassings.
Elke bondel ASTM A106 naatlose staalpyp is noukeurig selfgeïnspekteer of deur 'n derde party professionele inspeksie ondergaan voordat dit die fabriek verlaat, wat ons aandrang op kwaliteit en ons onveranderlike toewyding aan kliënte is.

Inspeksie van die buitediameter

Muurdikte-inspeksie

Reguitheidsinspeksie

UT-inspeksie

Eindinspeksie

Voorkomsinspeksie
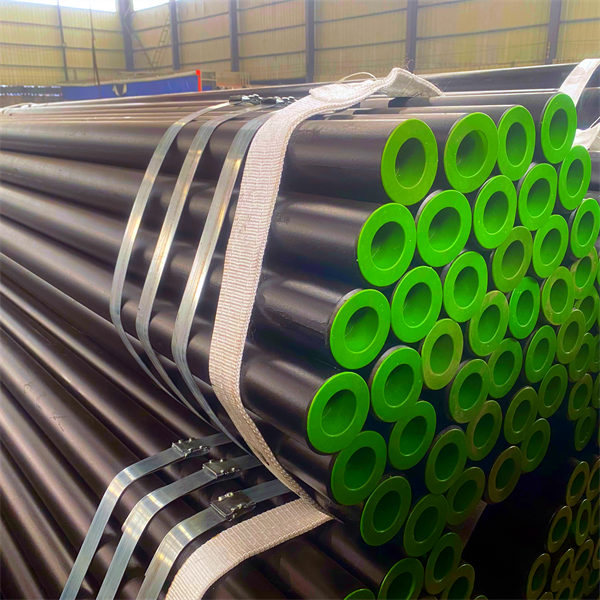
Terwyl ons die gehalte van ons produkte verseker, bied ons ook diverse verpakkingsopsies om aan verskillende vervoer- en bergingsbehoeftes te voldoen. Van tradisionele bande tot pasgemaakte beskermende verpakking, is ons daartoe verbind om die beste moontlike beskerming vir elke verskeping staalbuise te bied om te verseker dat hulle u veilig en sonder skade bereik.

Swart Skildery

Plastiekdoppies

3LPE

Omhulsel

Gegalvaniseerd

Bundeling en Sling


Hierdie resensies erken nie net die gehalte van ons produkte nie, maar ook ons diensverbintenis. Ons sien daarna uit om met u saam te werk om die mees geskikte ASTM A106 GR.B staalpypoplossings vir u projekte te bied met professionele en doeltreffende diens.
Sedert die stigting daarvan in 2014,Botop Staalhet 'n toonaangewende verskaffer van koolstofstaalpype in Noord-China geword, bekend vir uitstekende diens, hoëgehalte-produkte en omvattende oplossings.
Die maatskappy bied 'n verskeidenheid koolstofstaalpype en verwante produkte, insluitend naatlose, ERW-, LSAW- en SSAW-staalpype, sowel as 'n volledige reeks pyptoebehore en flense. Die spesialiteitsprodukte sluit ook hoëgraadse legerings en austenitiese vlekvrye staal in, wat aangepas is om aan die eise van verskeie pyplynprojekte te voldoen.
ASTM A53 Gr.A & Gr. B Koolstof Naatlose Staalpyp Vir Olie- En Gaspyplyn
ASTM A556 Koudgetrekte naatlose koolstofstaal-voerwaterverwarmerbuise
ASTM A334 Graad 1 Koolstof Naatlose Staalpyp
ASTM A519 Koolstof- en Allooi Naatlose Staal Meganiese Pyp
JIS G3455 STS370 Naatlose Staalpyp Vir Hoëdrukdiens
ASTM A192 Ketelkoolstofstaalbuise vir hoë druk
JIS G 3461 STB340 Naatlose Koolstofstaal Ketelpyp
AS 1074 Naatlose Staalbuise Vir Gewone Diens
API 5L GR.B Swaar Wanddikte Naatlose Staalpyp Vir Meganiese Verwerking
ASTM A53 Gr.A & Gr. B Koolstof Naatlose Staalpyp Vir Olie- En Gaspyplyn














